
Nu börjar det vara ett tag sedan jag tog tag i ett ordentligt 3D-skrivarprojekt.. Jag har byggt om min stora skrivare i omgångar när behovet har funnits för förbättringar och jag börjar ha kommit fram till en lösning som fungerar. Dock byggde jag lite för litet och trångt, jag måste inse att skrivaren aldrig blir färdig och då behövs det utrymme att laborera och bygga om. Så vad passar bättre under julledigheten än att ge sig på nästa bygge?
Tanken är att ta det mesta från den befintliga skrivaren, så vi siktar på 510×510 byggyta och en Z-höjd på 300-350mm beroende på hur högt jag har till tak där skrivaren ska stå. I första skedet nu blir det en direct drive med genomgående kvalitetskomponenter: En äkta Bondtech extruder som får mata en Phaetus Dragon hotend för 1,75mm och en bondtechklon fulmoddad till att ta 3mm filament som matar en E3D v6 byggd för 3mm filament.
Precis som den befintliga skrivaren bygger jag en CoreXY-lösning, för att få så bra fart på skrivaren som det bara går – och jag tycker det ser coolt ut. 😉
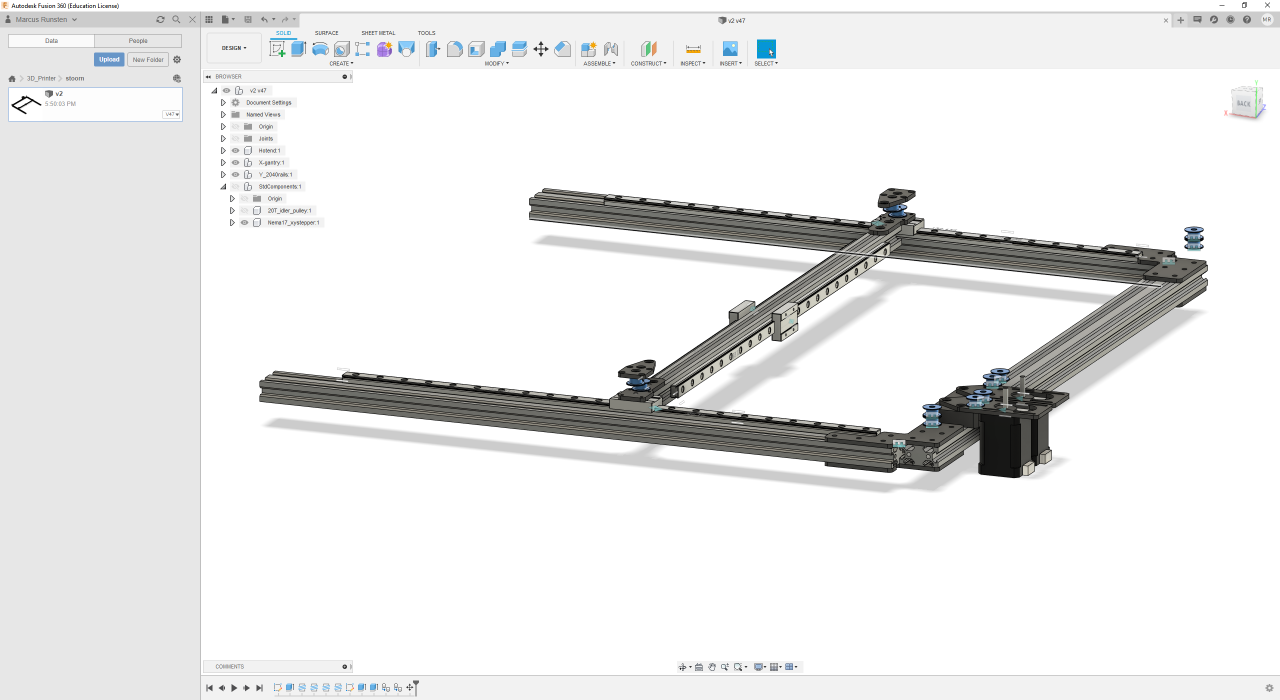
Som vanligt börjar vi med lite CAD. Jag kommer inte börja riva storskrivarn innan jag har den här ramen mer eller mindre färdig så risken är att det här projektet kan dra ut lite på tiden.
För att få bättre stabilitet och kunna ha en lite mer öppen lösning har jag valt att bygga med 2040 aluminiumprofil där jag – så långt det går – använder M5-skruv för montering. Jag kommer att CNC-fräsa så mycket av delarna som jag bara kan för att få aluminiumdelar istället för plastdelar i den bärande konstruktionen.
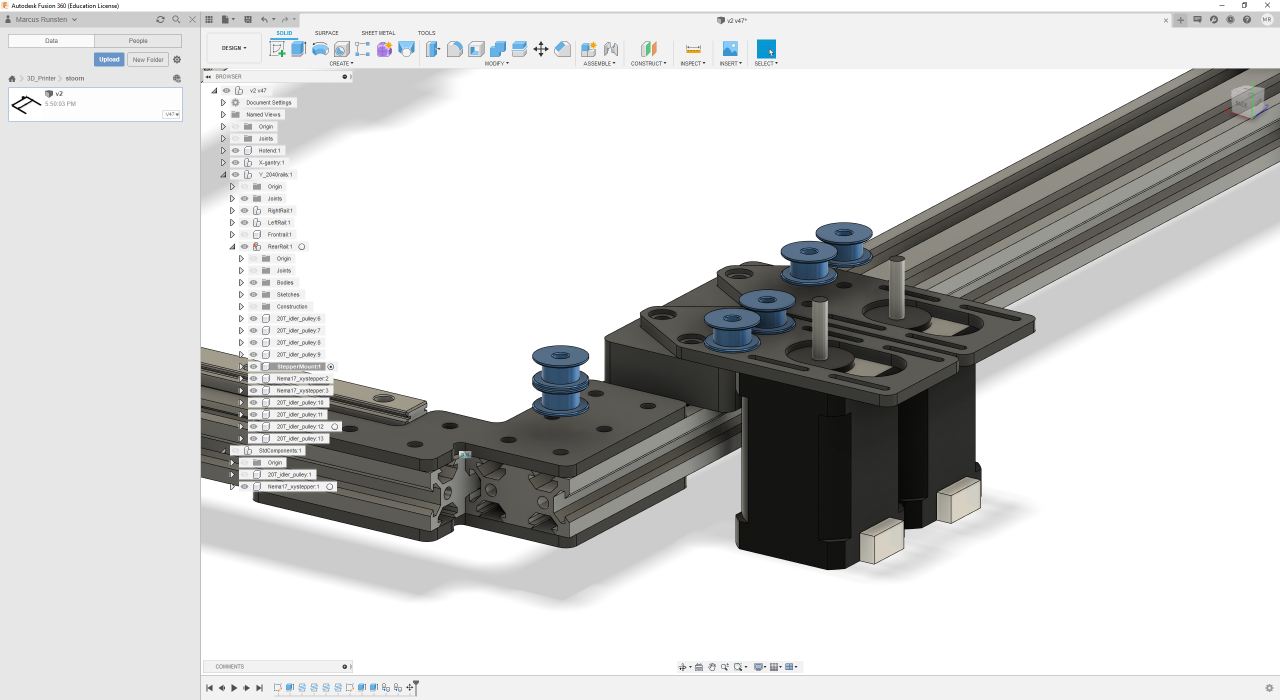
För att bygga lösningen så enkel som möjligt kommer remspänningen att skötas för hand genom att flytta stegmotorerna för X och Y, som kommer sitta bak på maskinen så nära styrkortet som möjligt.
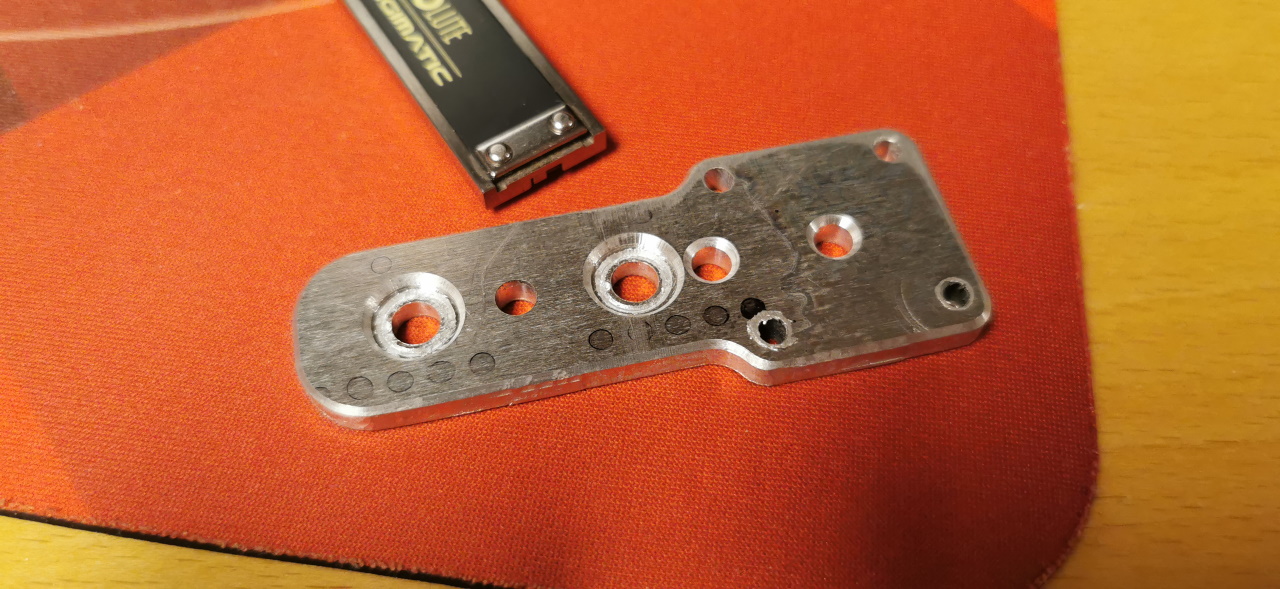
Testade att fräsa ut en av komponenterna i 4mm aluminium. Delen väger nästan ingenting och är riktigt stadig. Testade att göra detta med 3 operationer:
- En borroperation för 3mm hålen som håller X-gantryt på Y-lagerblocken
- En fräsoperation där jag med en 4mm fräs körde alla pockets och profiler
- En chamferoperation för att snygga till kanterna
Det blev helt okej, bara två saker som sket sig.
Jag hade ingen 3mm borr i garaget och istället för att gå in och hämta en använde jag en 3-flute aluminiumpinnfräs som borr. Det blev inte bra, den vandrade vid start och kladdade ihop på slutet vilket syns på alubiten.
När jag körde min chamfer höll jag lite väl långt ut så V-fräsen tog i botten på fickan för skruvhålet och sabbade ytan där. Inget som spelar någon roll egentligen men det ser ju inte snyggt ut!
Jag kommer att fortsätta göra små uppdateringar allt eftersom projektet fortlöper så får vi se vart detta tar vägen. Det blir mycket CAD nu till en början och väntan på prylar. Har beställt en del hårdvara för att bygga ramen redan så vi får se när det dyker upp.