I’ve been riding the Cux for a bunch of years now and been really happy with it. The only downside I’ve seen is the range of the original 30Ah battery. Going carefully I could get 70km range on a good day but when exploring the surrounding area I constantly had to keep track of the state of charge to be sure to make it back.
So, what’s the solution to that? Of course – a bigger battery! 🙂

I removed the small storage compartment under the seat and made a prototype design. After test fitting and some redesign I figured I could fit a 17s17p pack of 21700 cells, so I ordered a bunch of LG cells with 5800mAh capacity. That set me back around $600, so not too bad.
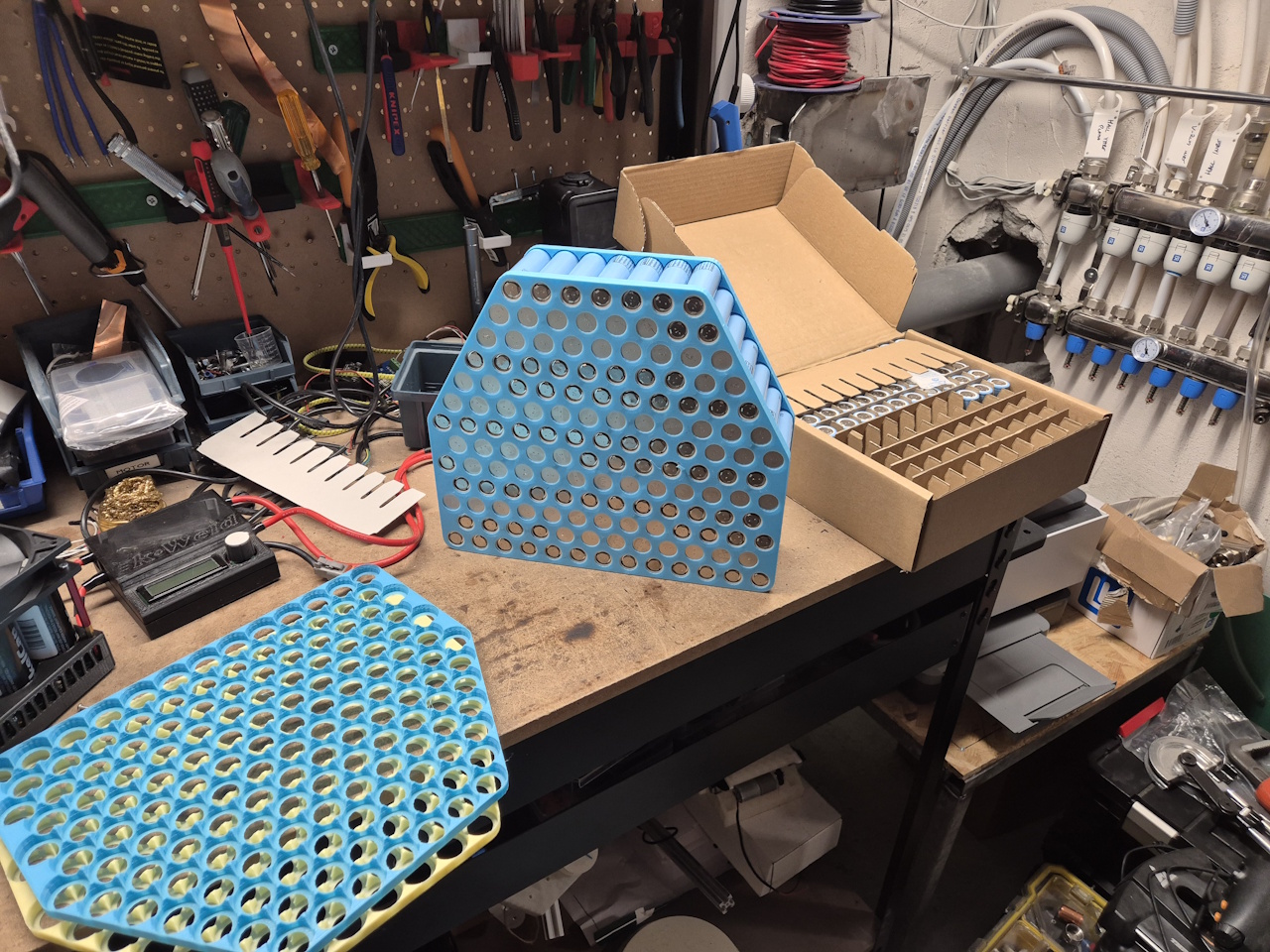
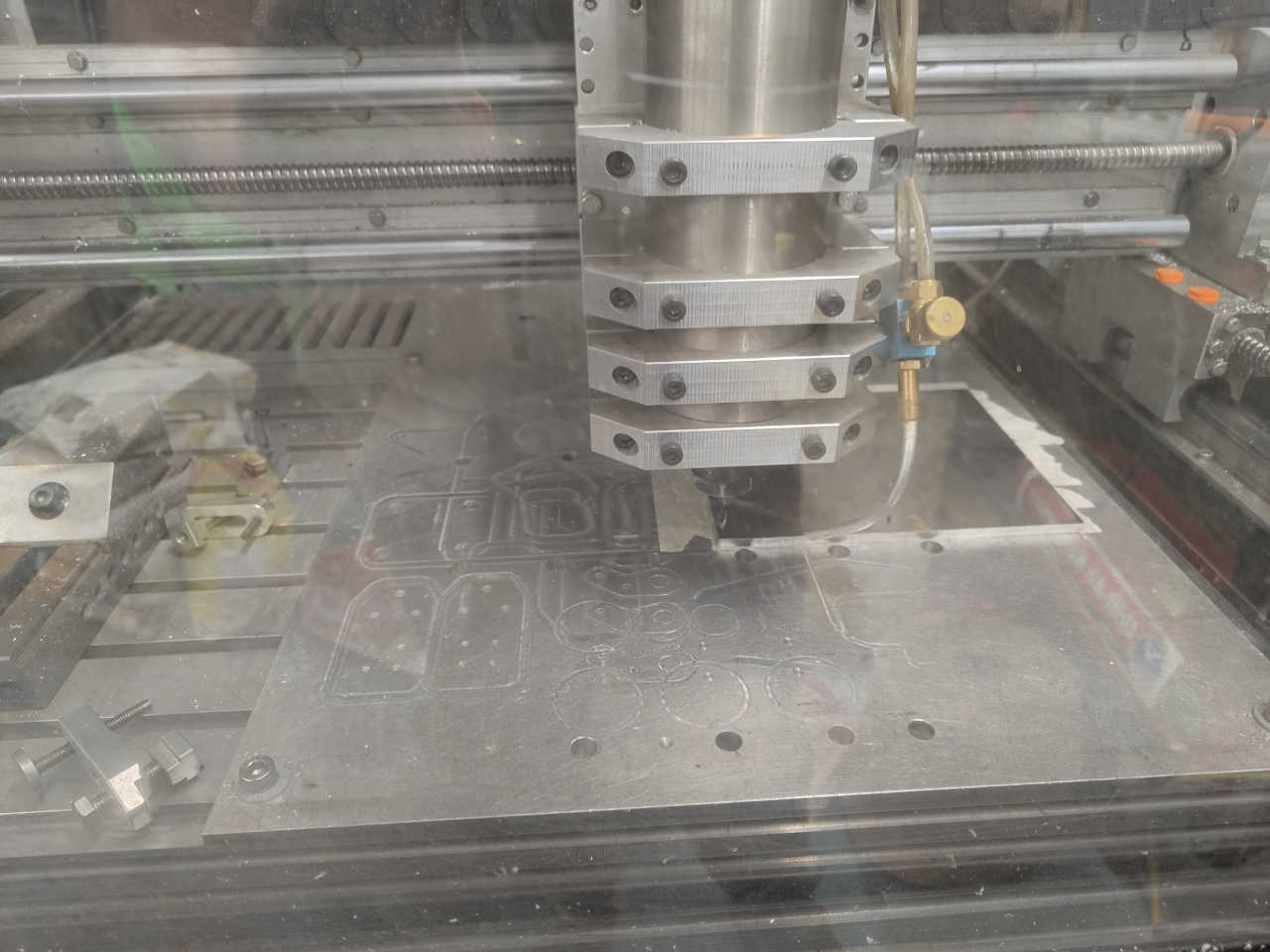
As usual I printed cell frames and figured out the cell configuration for the pack. The tricky part here is that 17s is not an even number, and I’ve got 2 sides – which is.. so I had to split one cell at the joint.
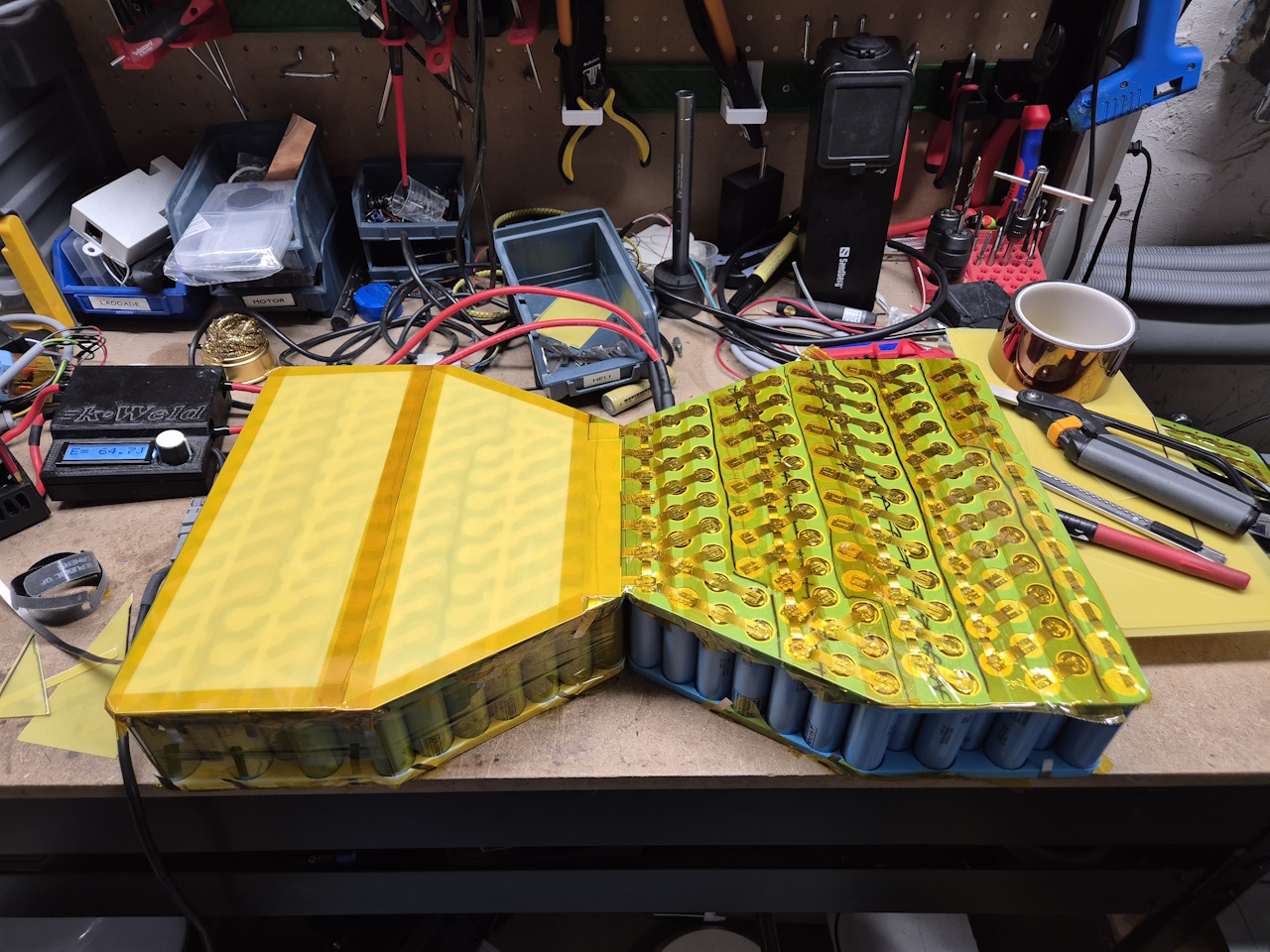
Since this battery will peak around 60A I didn’t use a copper sandwich but put down just enough nickel to handle it all. 17p gives a lot of connections anyways. Glass fiber insulation and time to fold the pack together.
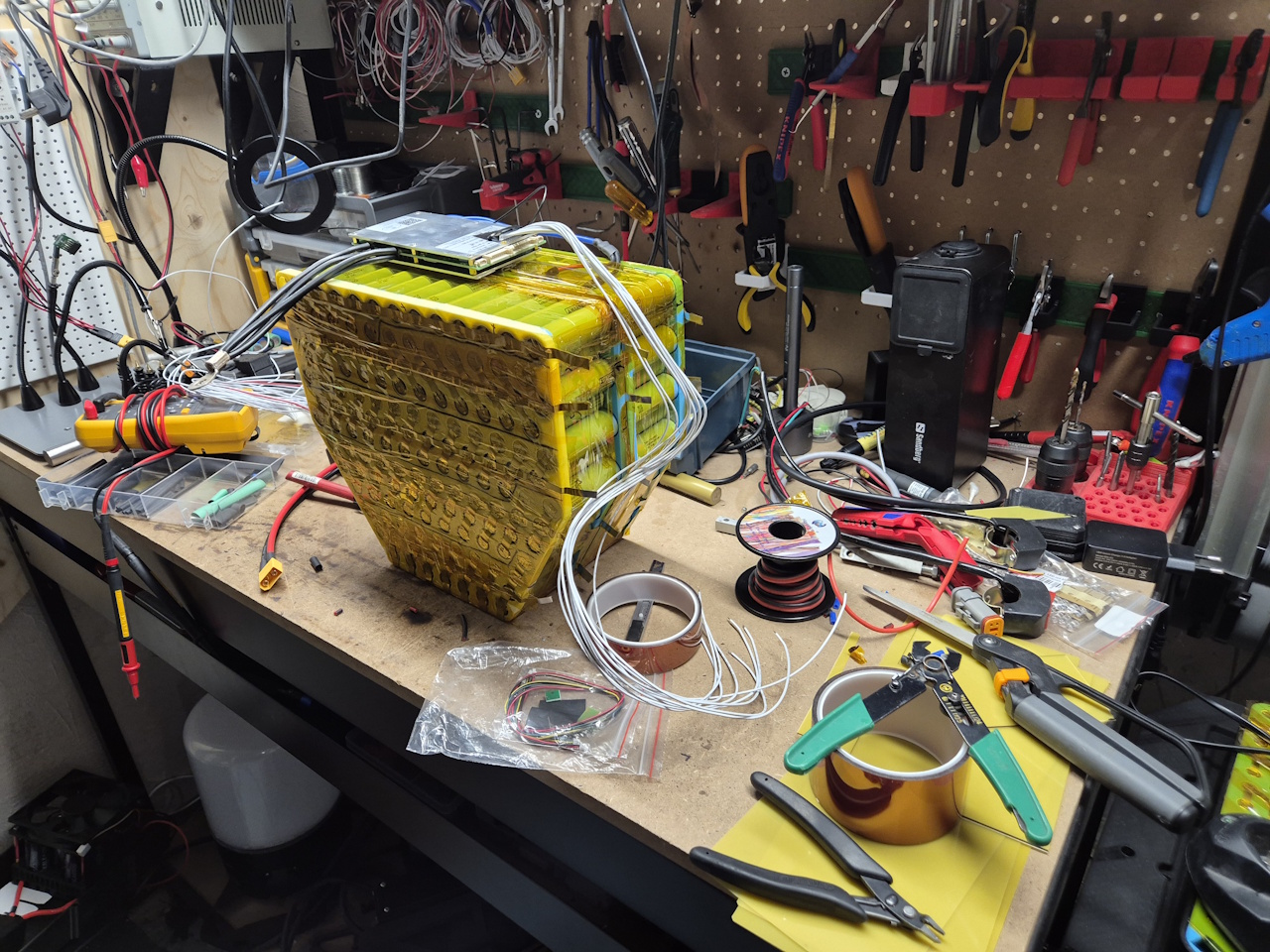
I’m using a 300A ANT BMS, since I had that at home. It’s a load of overkill but it works. I used a chinese communications module to talk SuperSoco-lingo to get the state of charge to show on the display and printed a case for the pack. It did turn out that the case didn’t fit, so I had to wrap the pack like it was and install it in the moped.

After a test fit and a wrap the battery charged fine with the original charger. The BMS however does not limit the charge to 4.1V like the original soco BMS but charges the pack to 4.2V. The result is that I now can ride 20km with the battery showing 100% charge. 🙂
So, the result then? On a full charge, at full throttle, going up hills and on gravel roads, I easilly get 160km range. Going a bit more carfully I get more than 180km and I don’t think 200km would be impossible with some gentleness on the throttle. Riding for 5+ hours is a bit much though but now I only charge the battery every 2-3 days. Huge success!