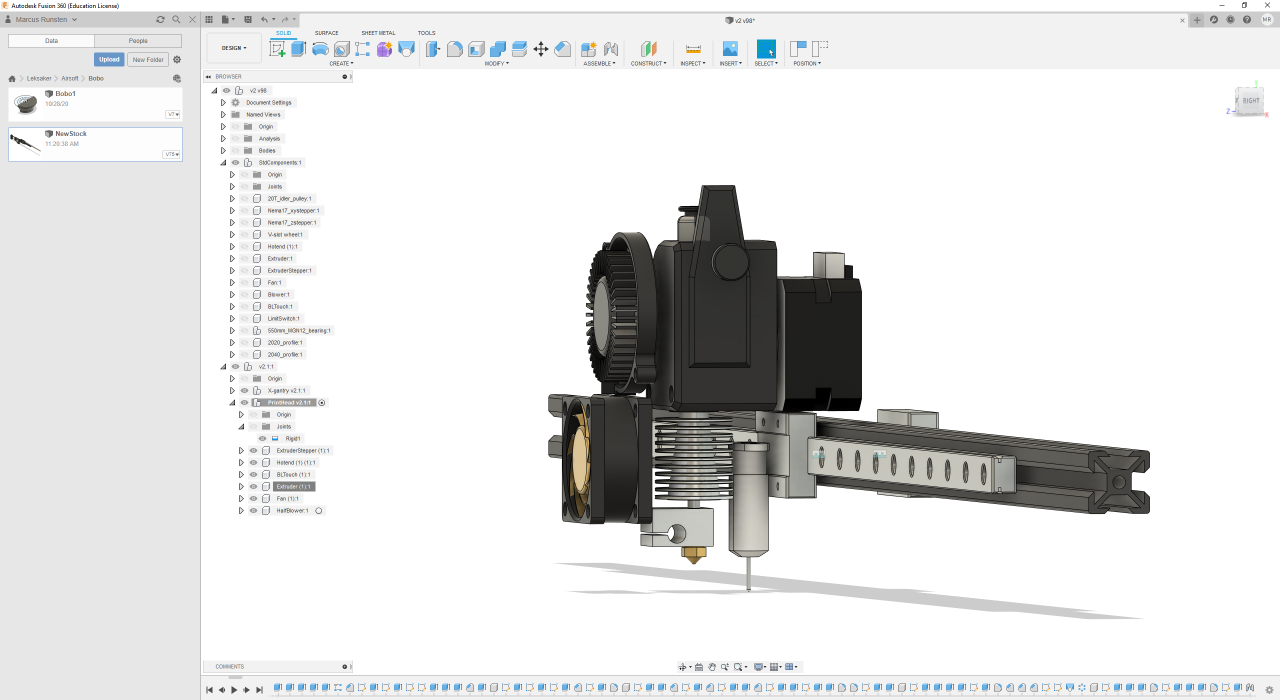
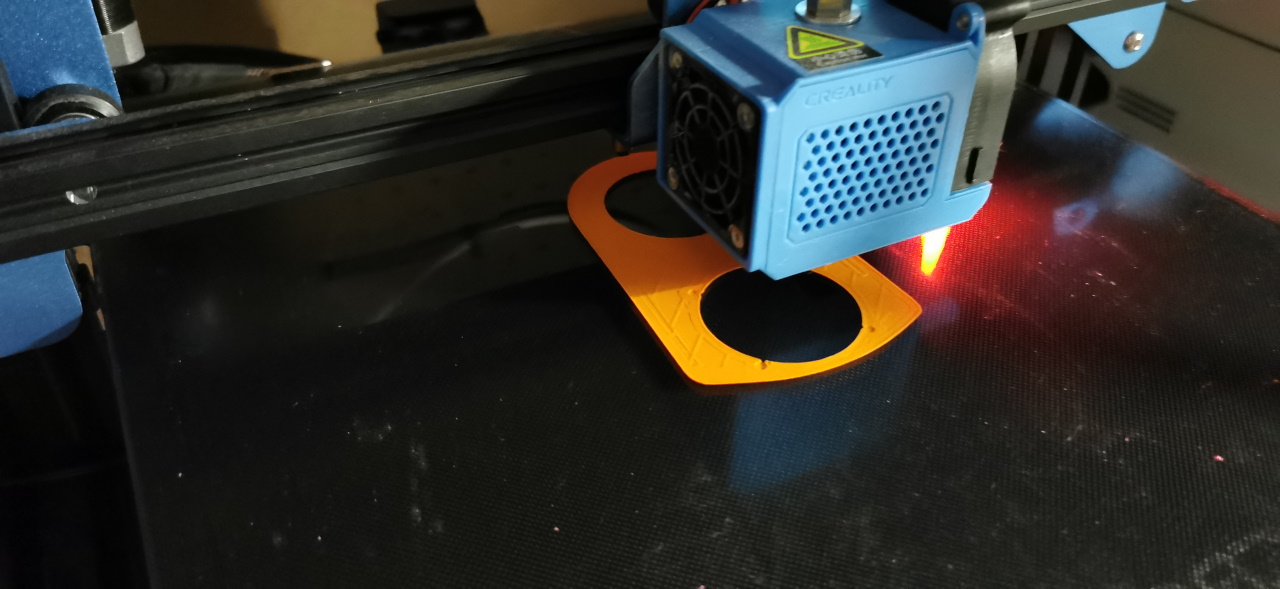
Nu har jag kört nya skrivaren ett tag och har märkt att den har lite oljud för sig ibland och så här om dagen gav fästet för remmen vika på skrivhuvudet och gjorde sallad av hela utskriften.. då fick jag nog av plasteländet till printhead och tog en kväll till att cadda upp ett nytt.
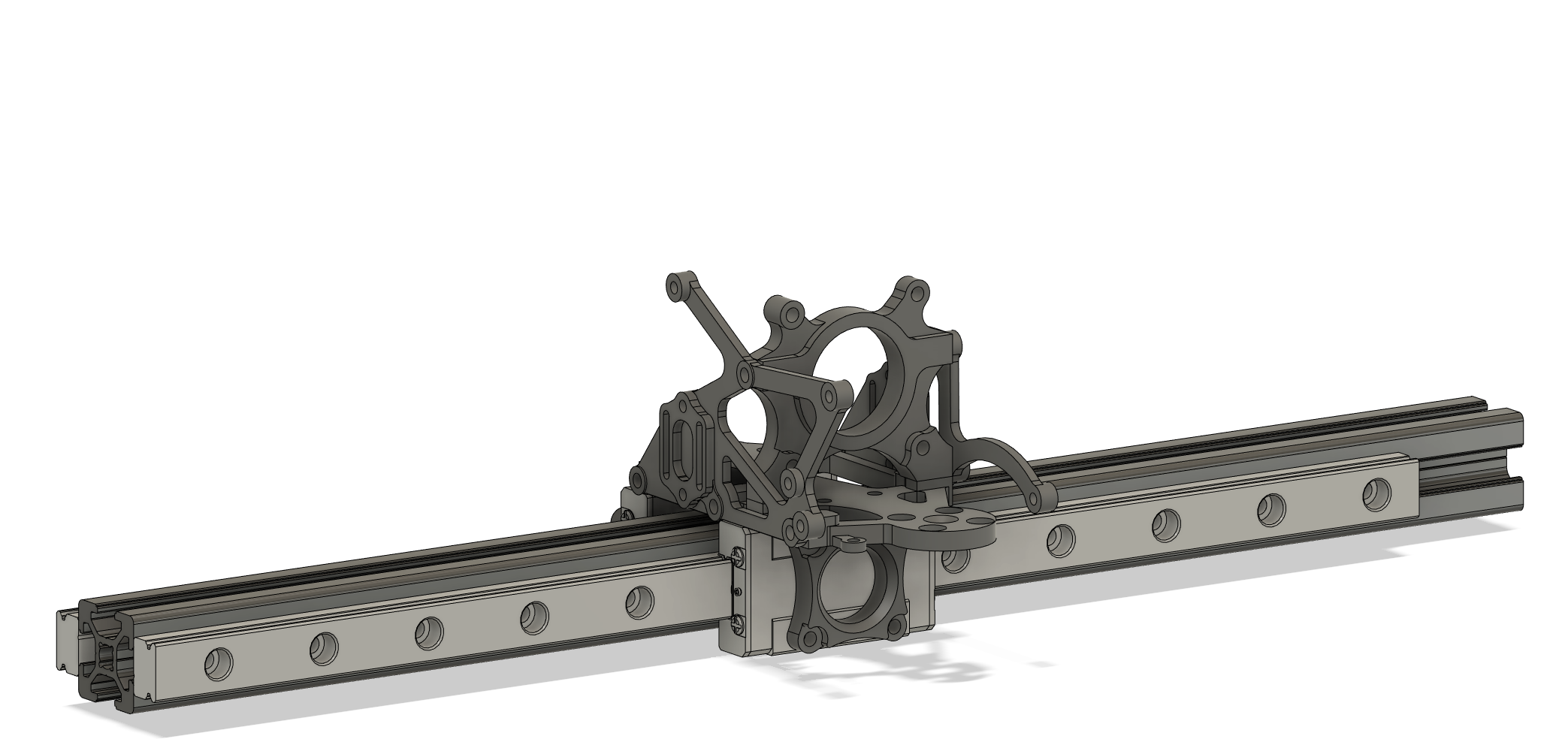
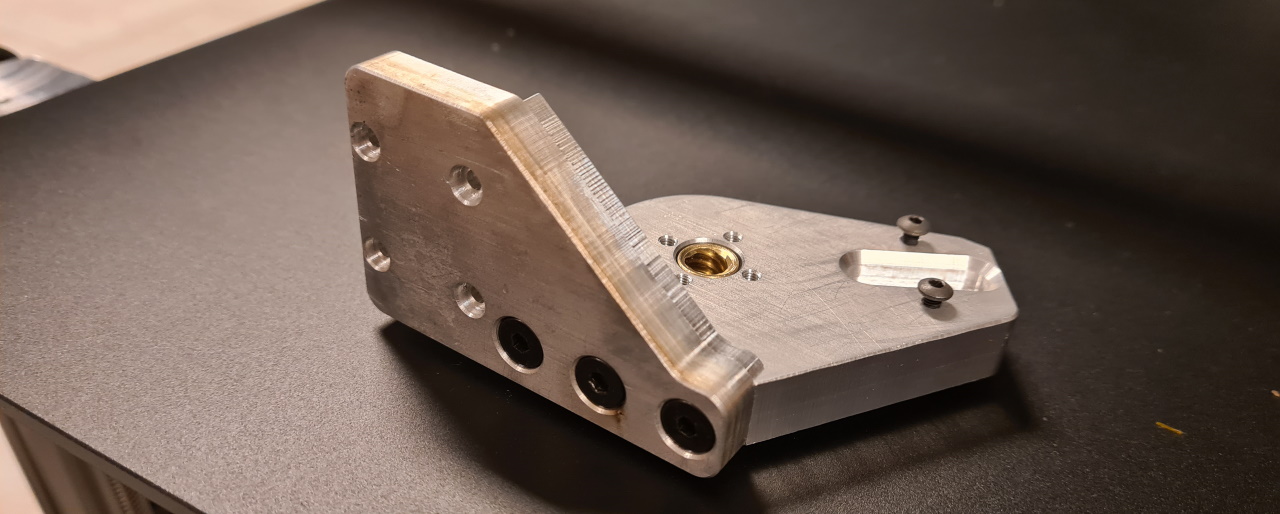
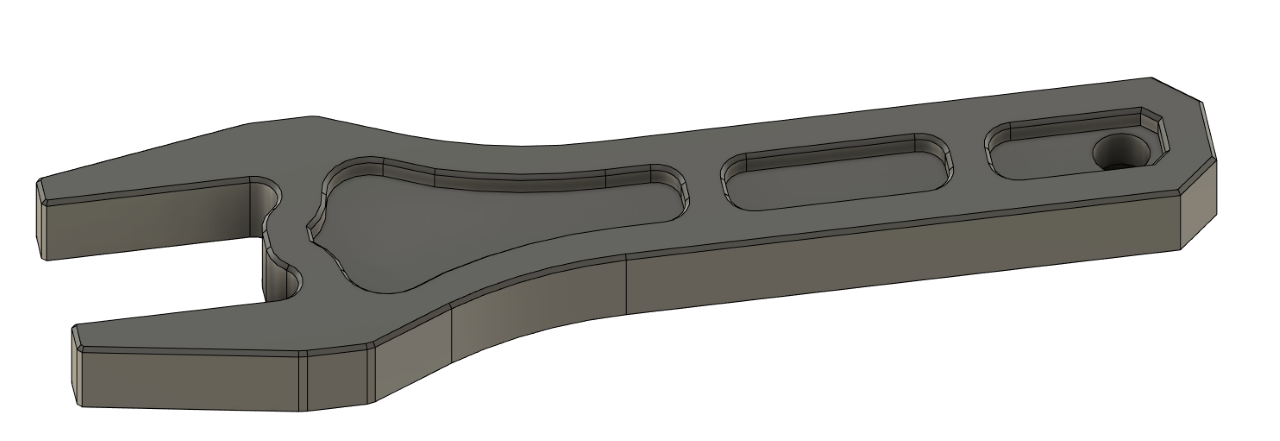
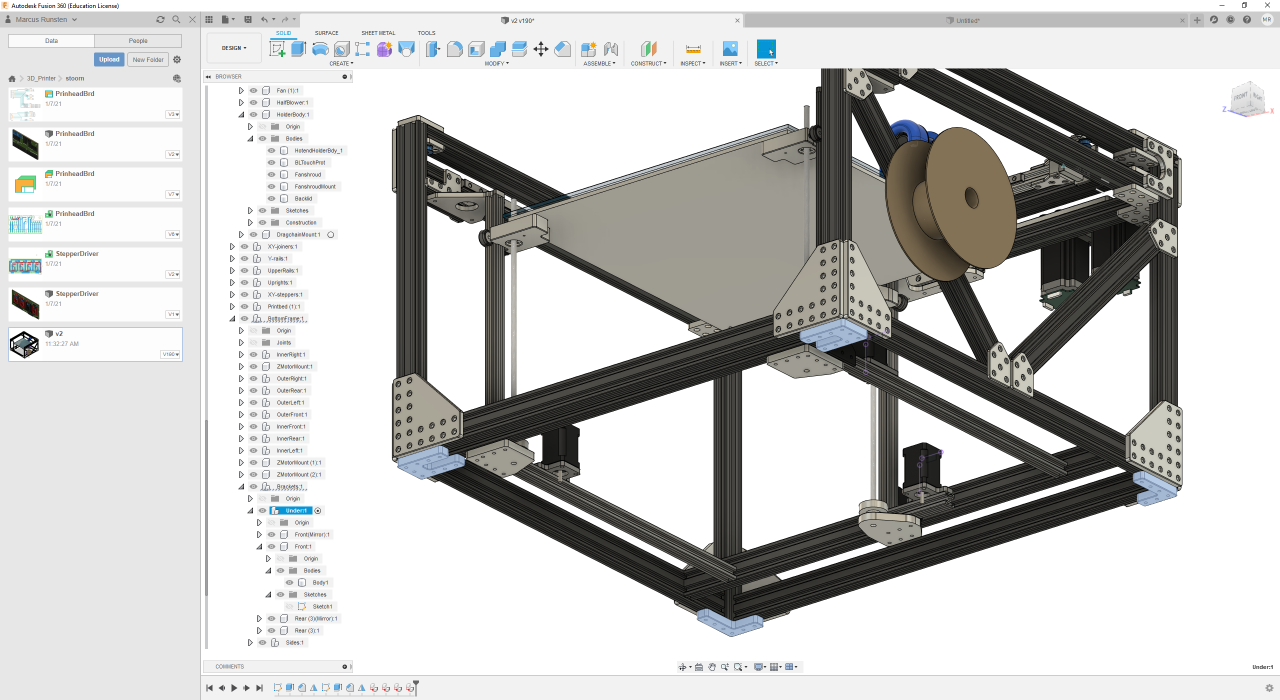
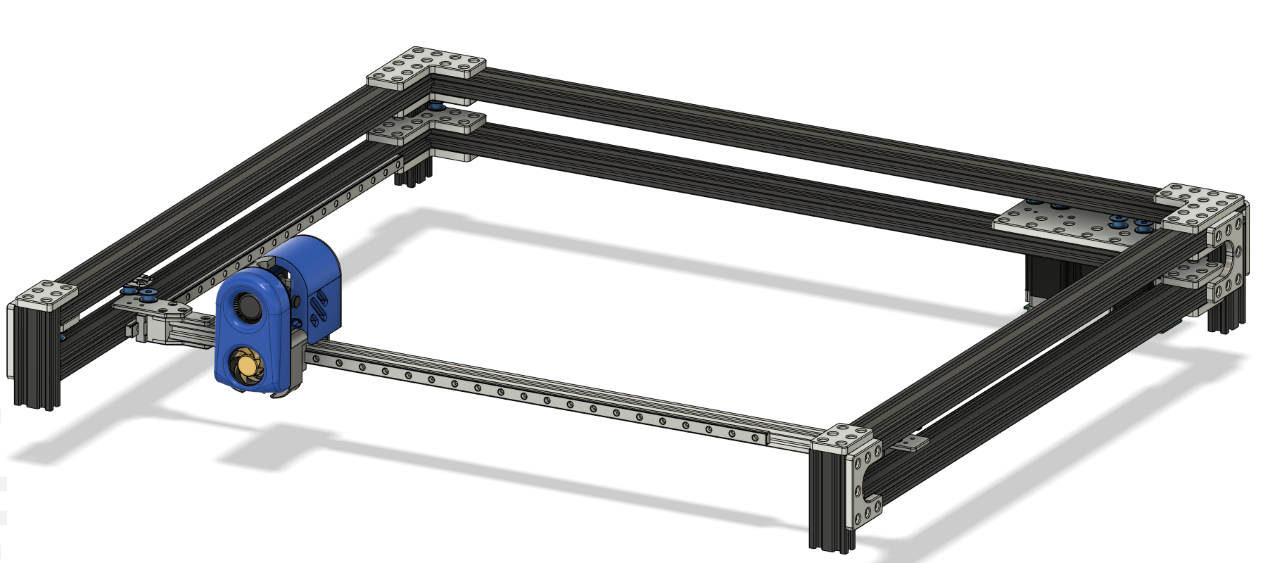
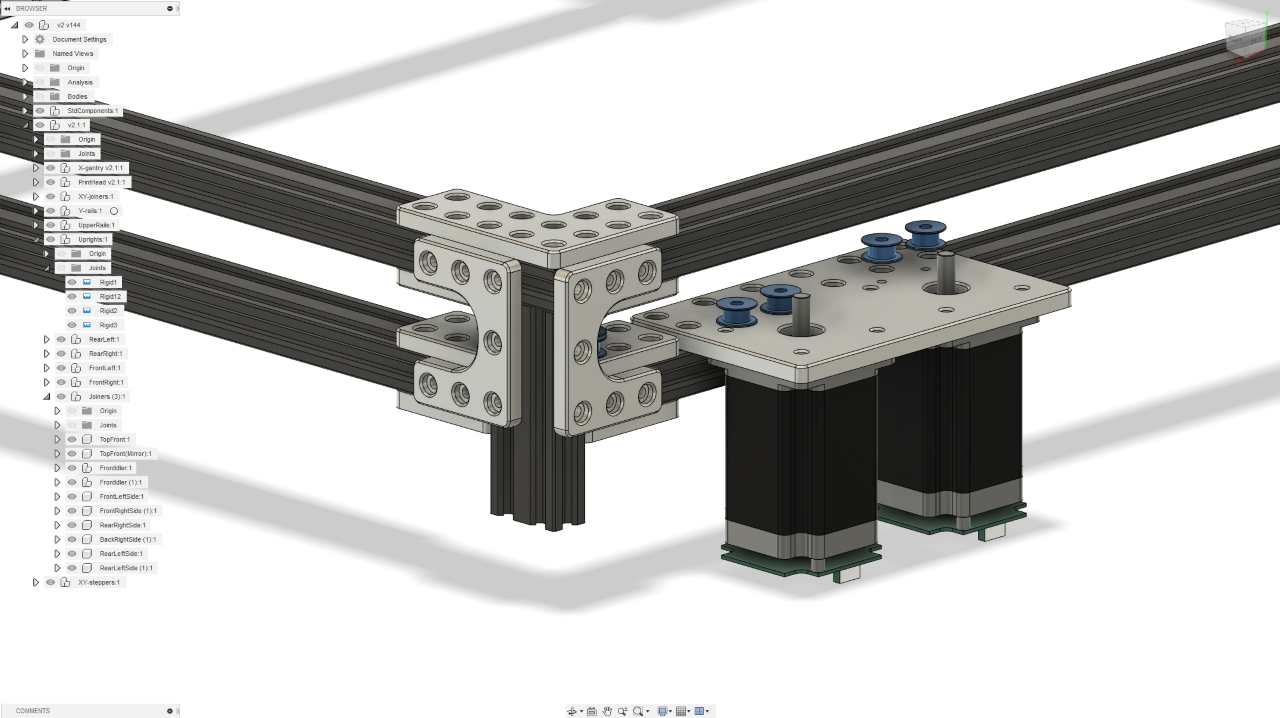
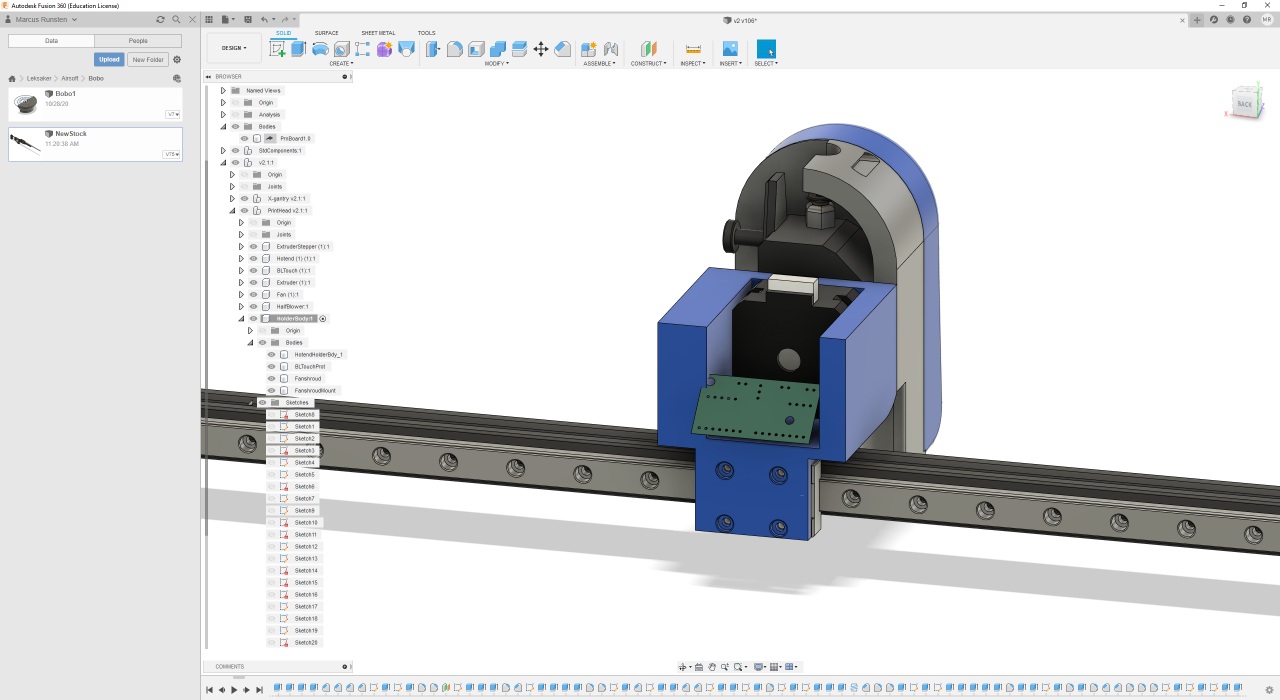
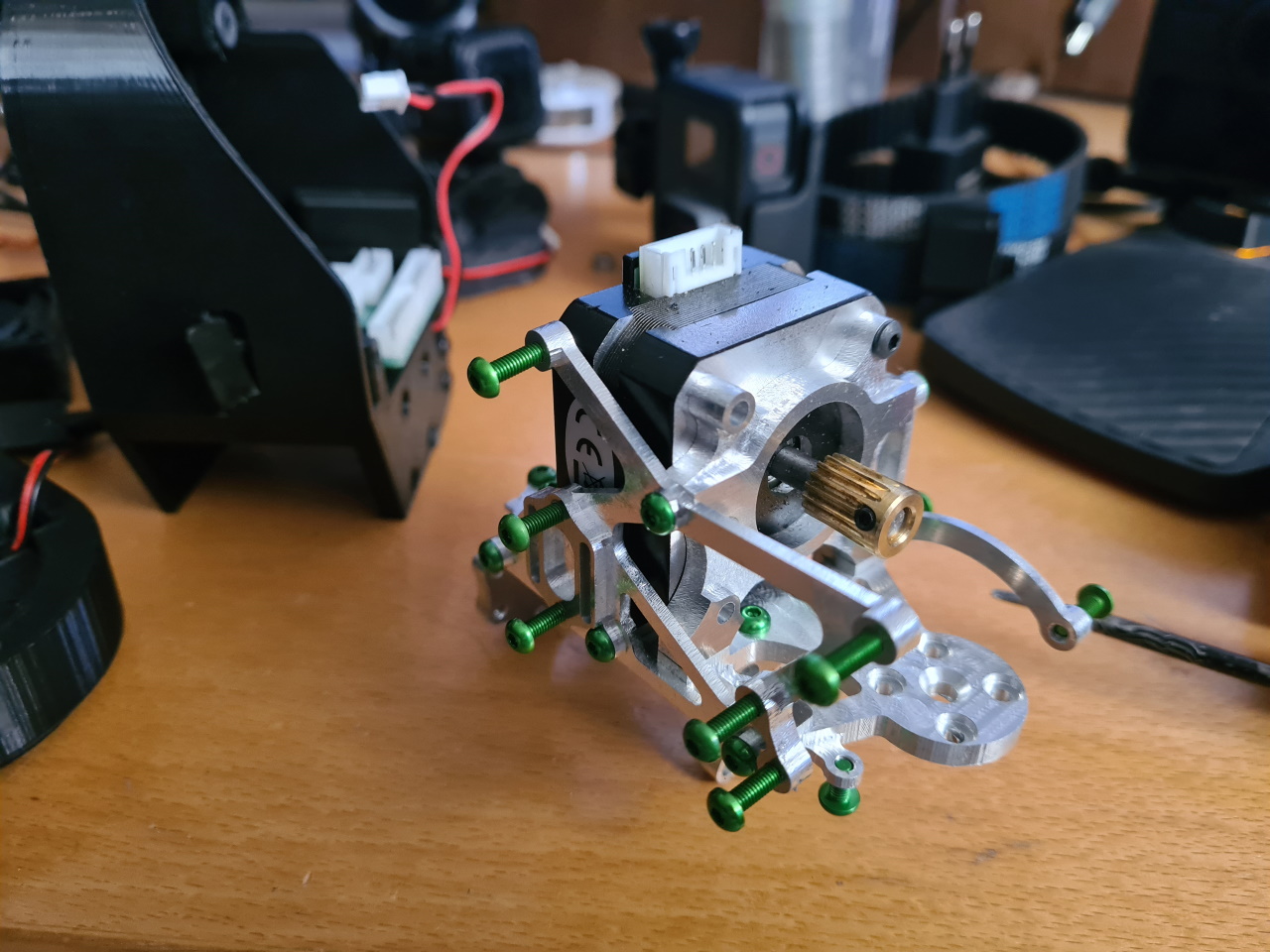
Denna gång avsett att fräsas i aluminium. Eftersom att aluminium är ”tungt” så försökte jag minimera mängden material i huvudet samtidigt som det måste se bra ut och hålla allt som behöver finnas på plats.
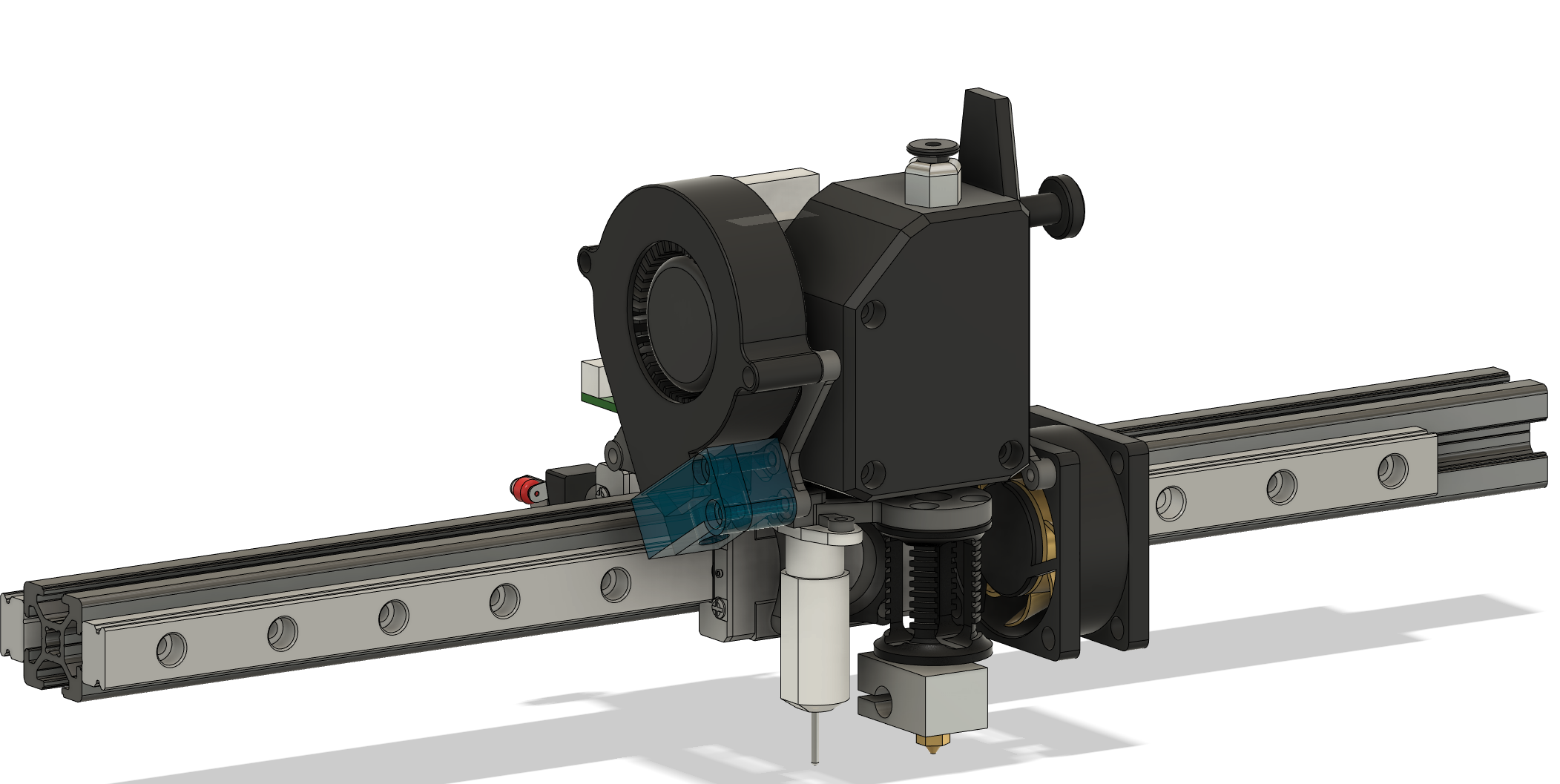
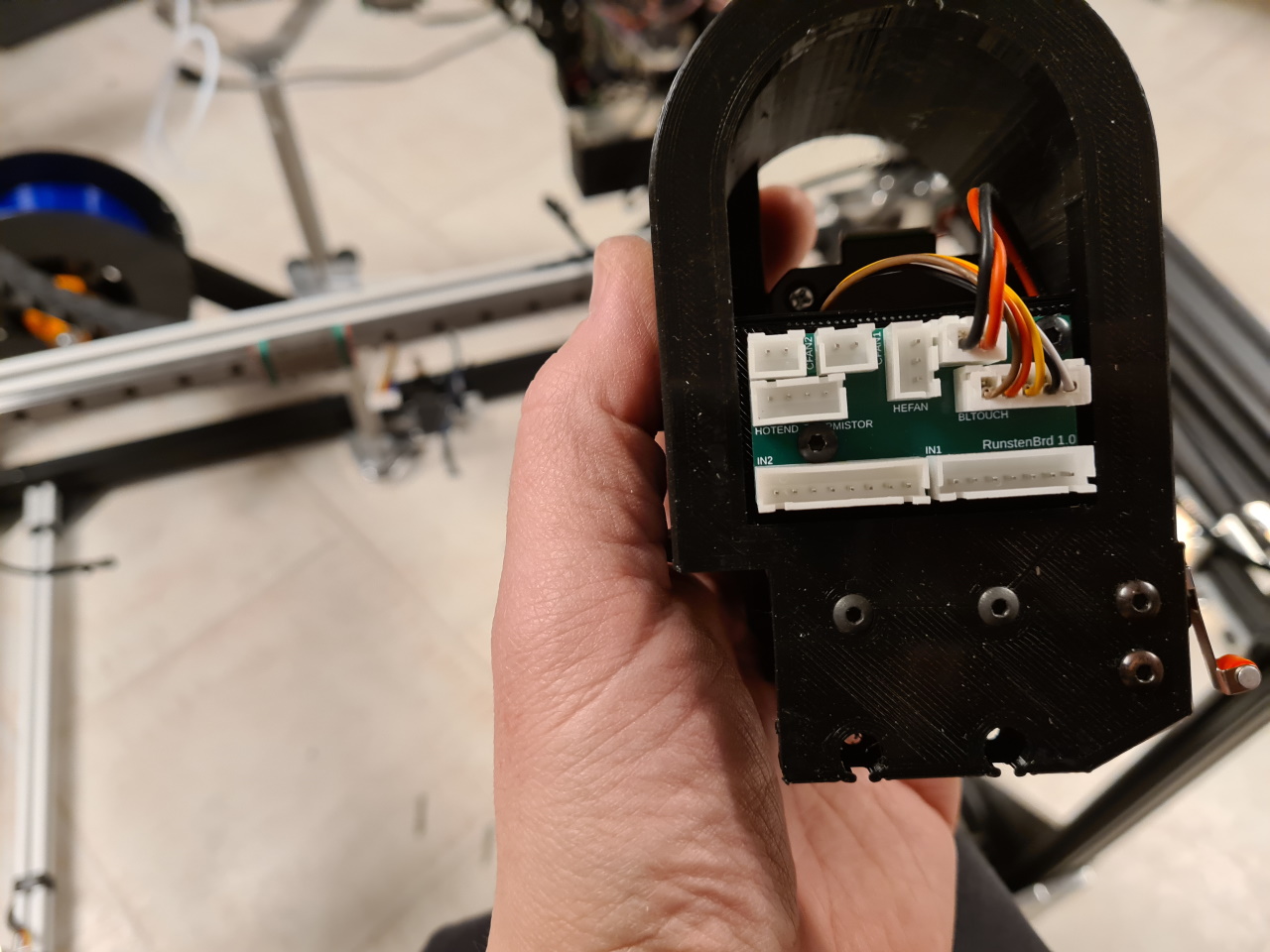
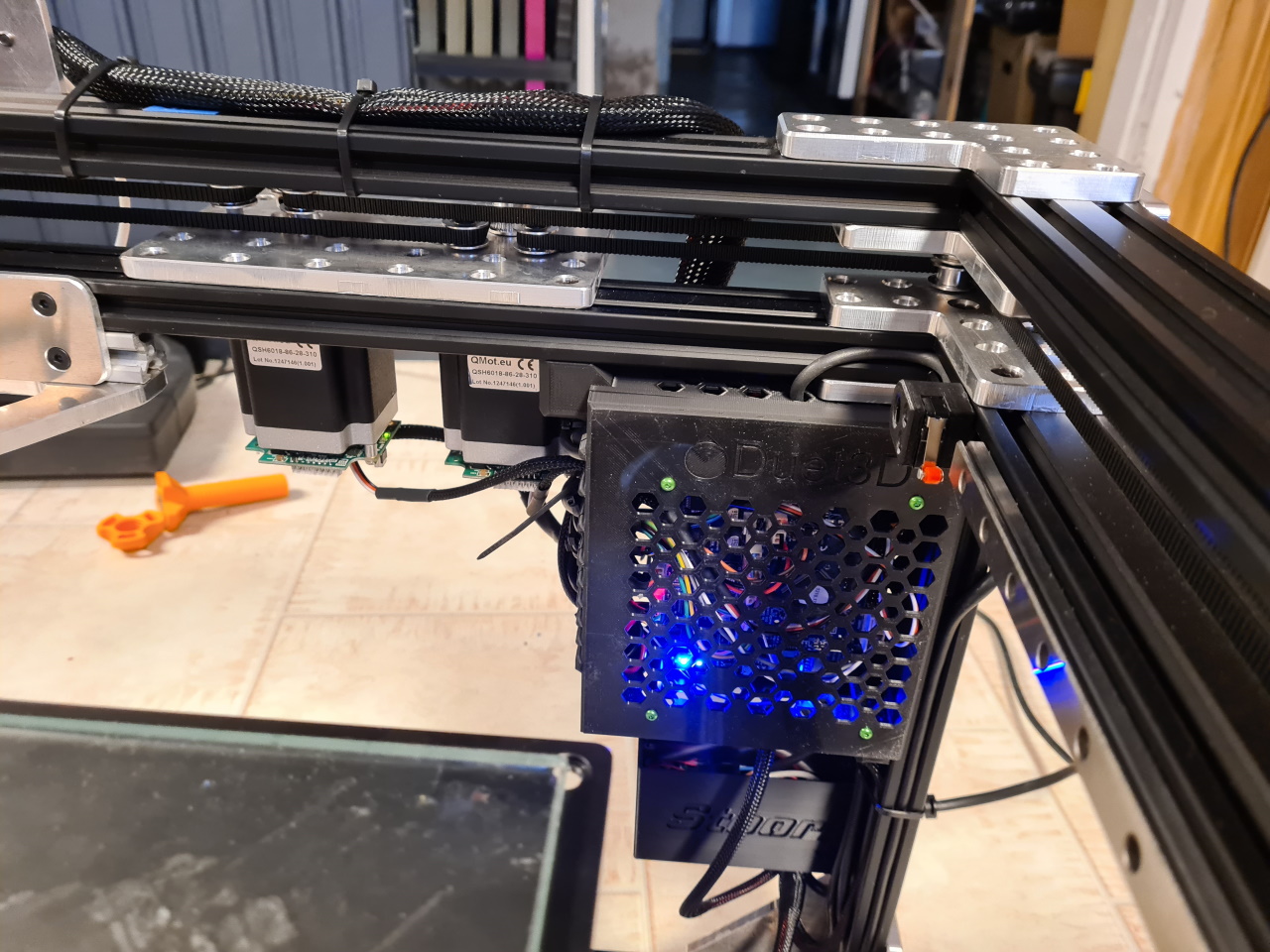
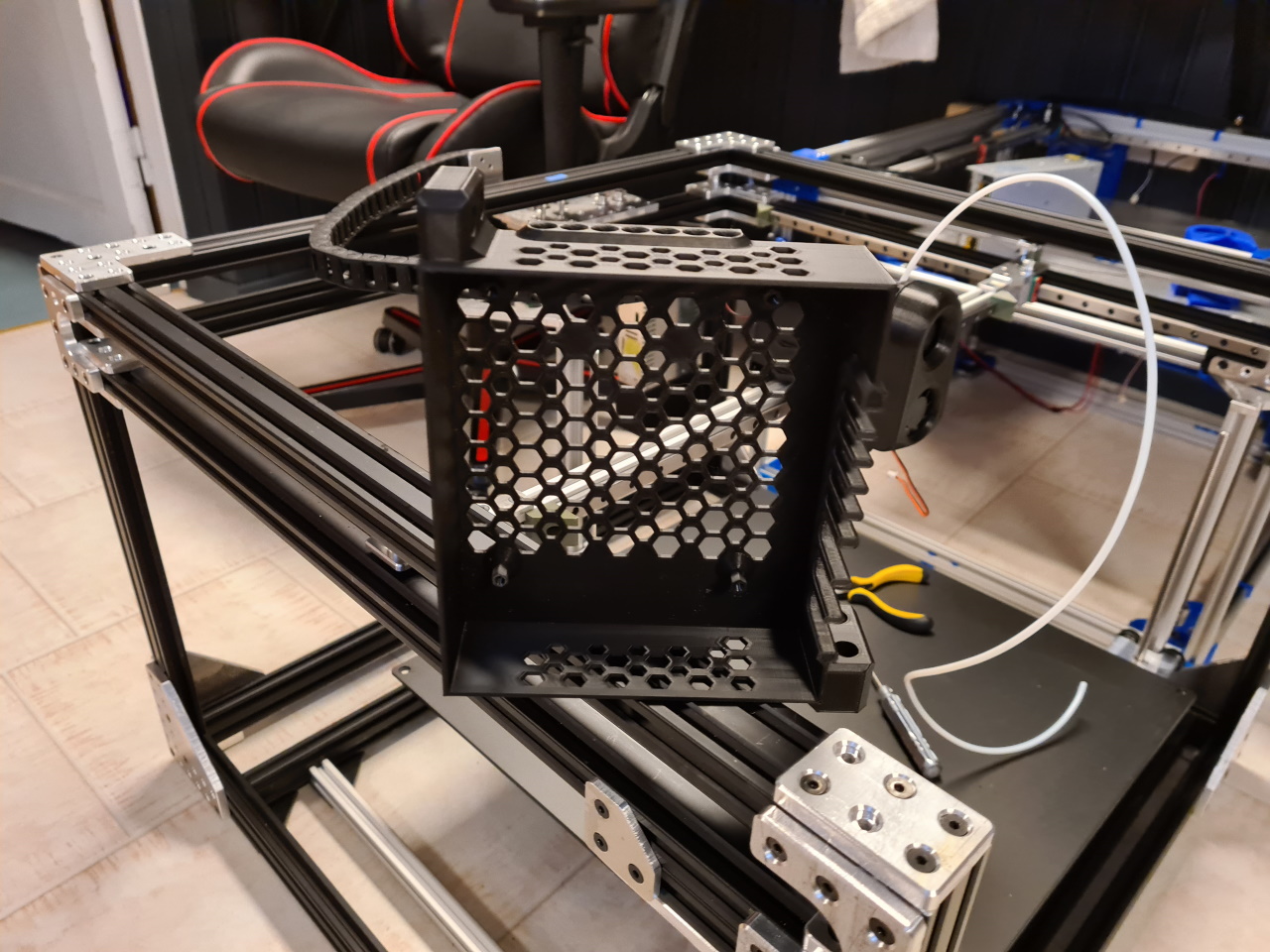
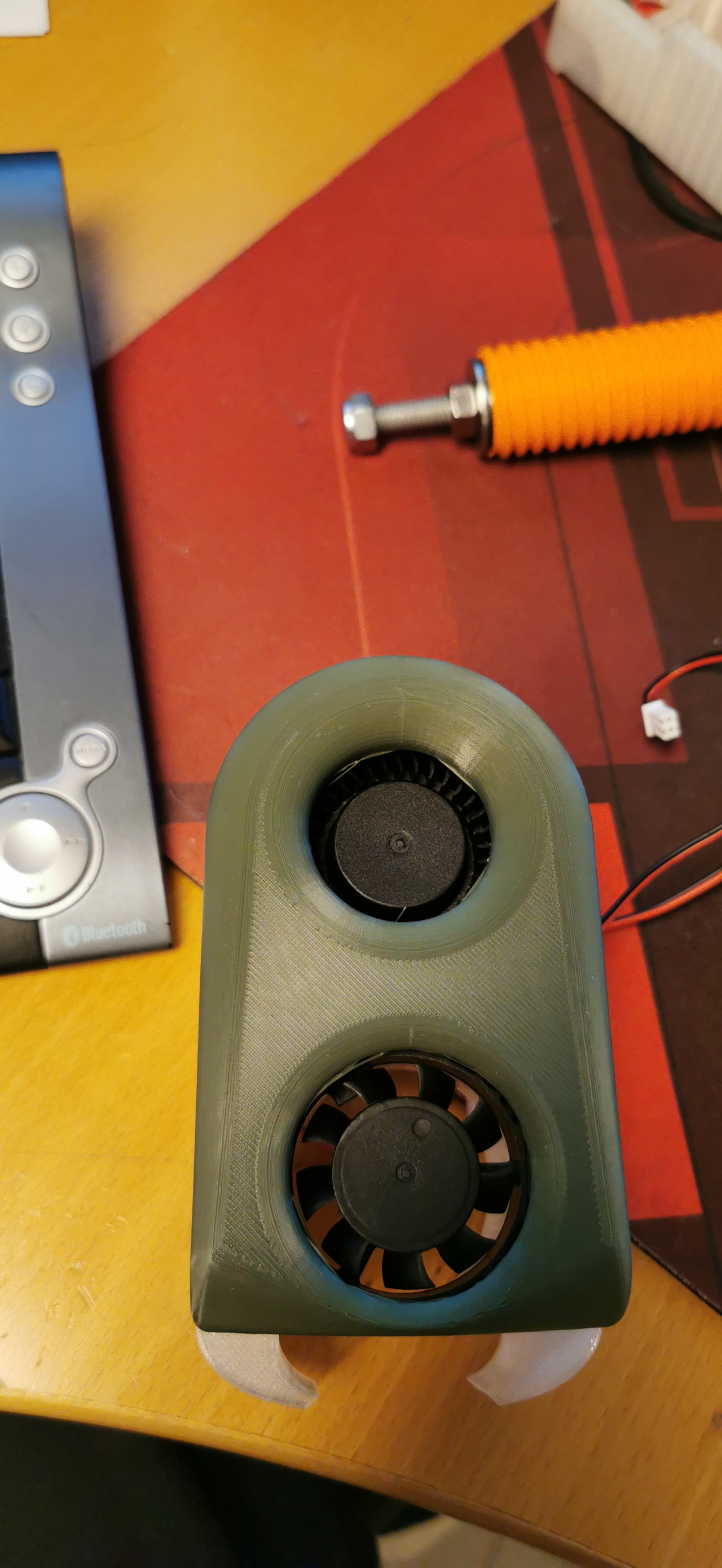
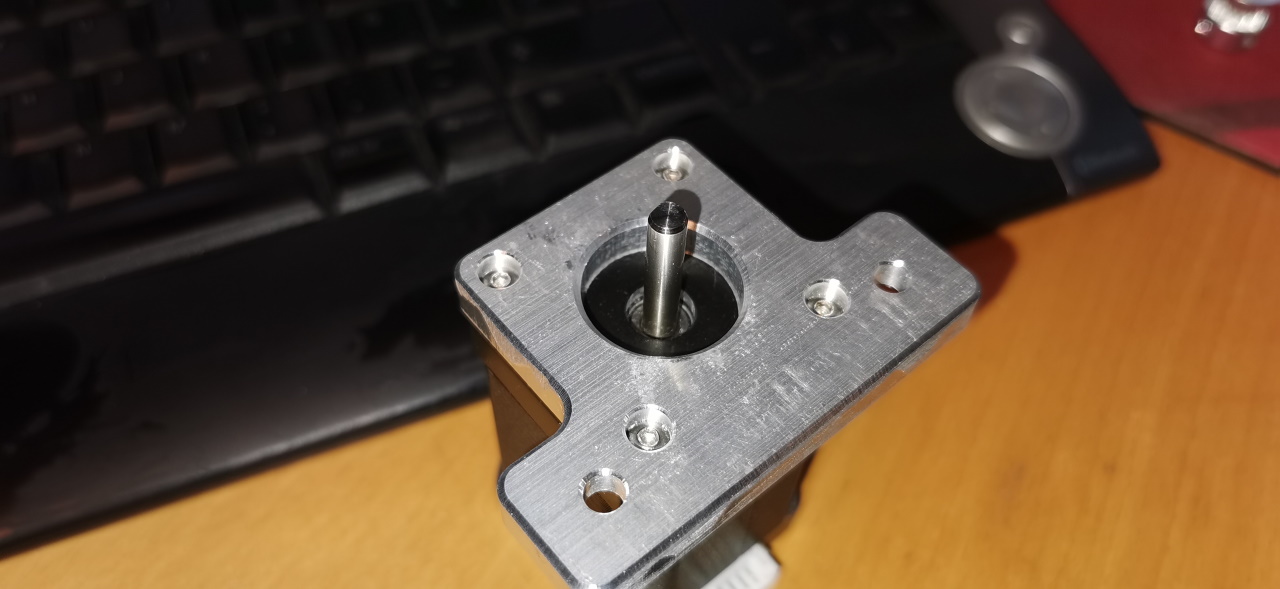
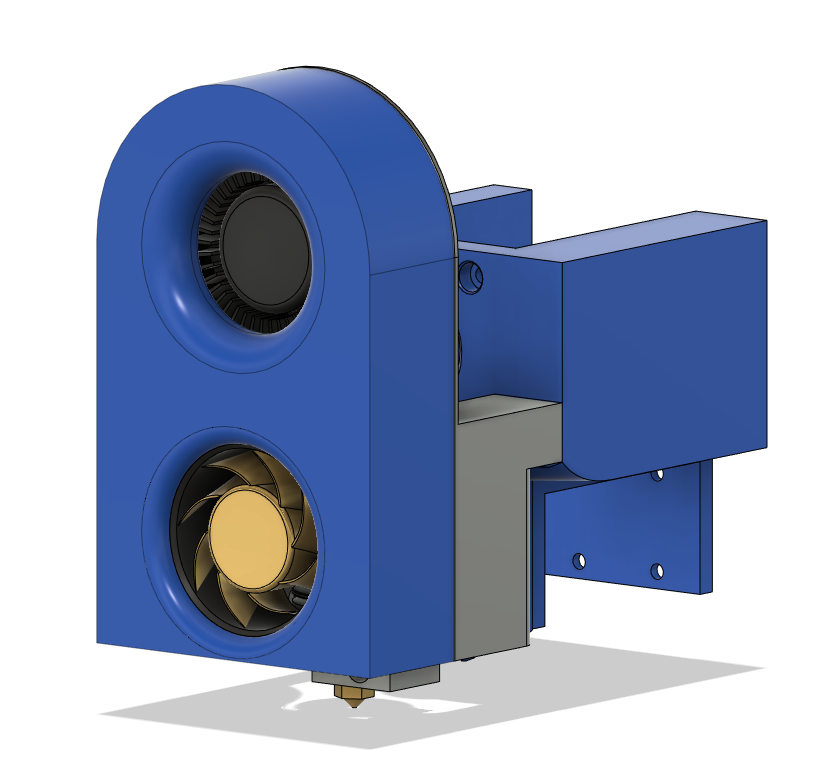
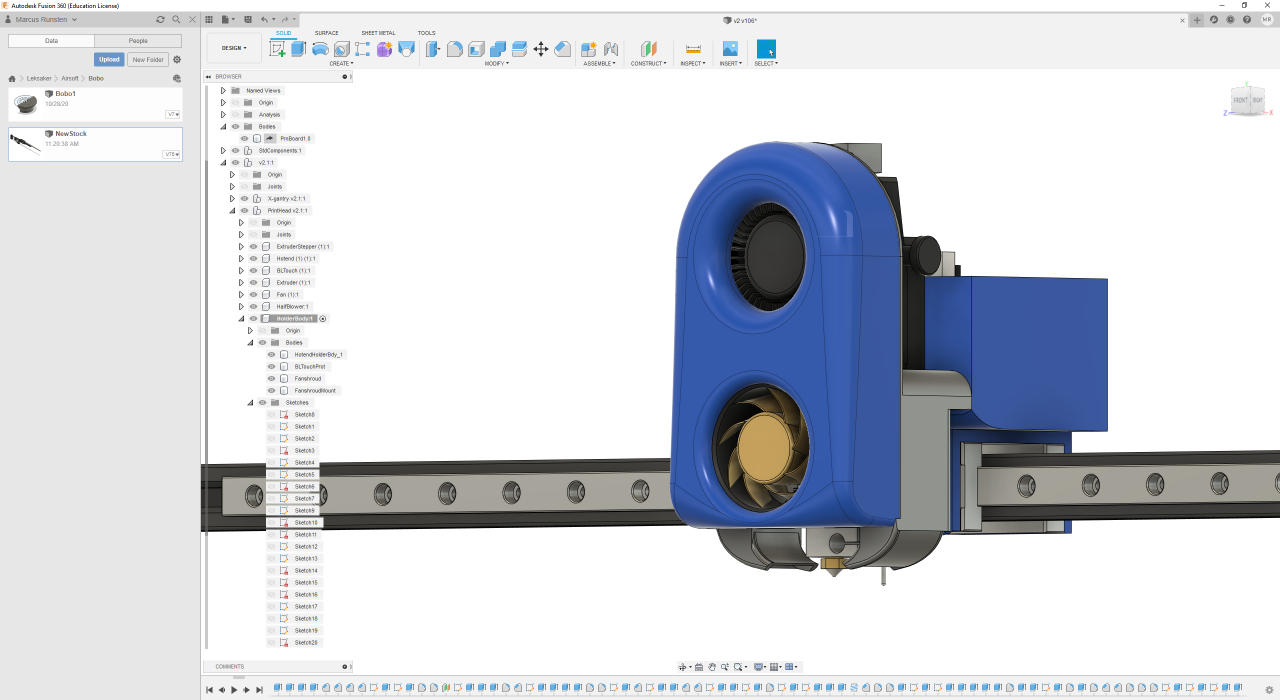
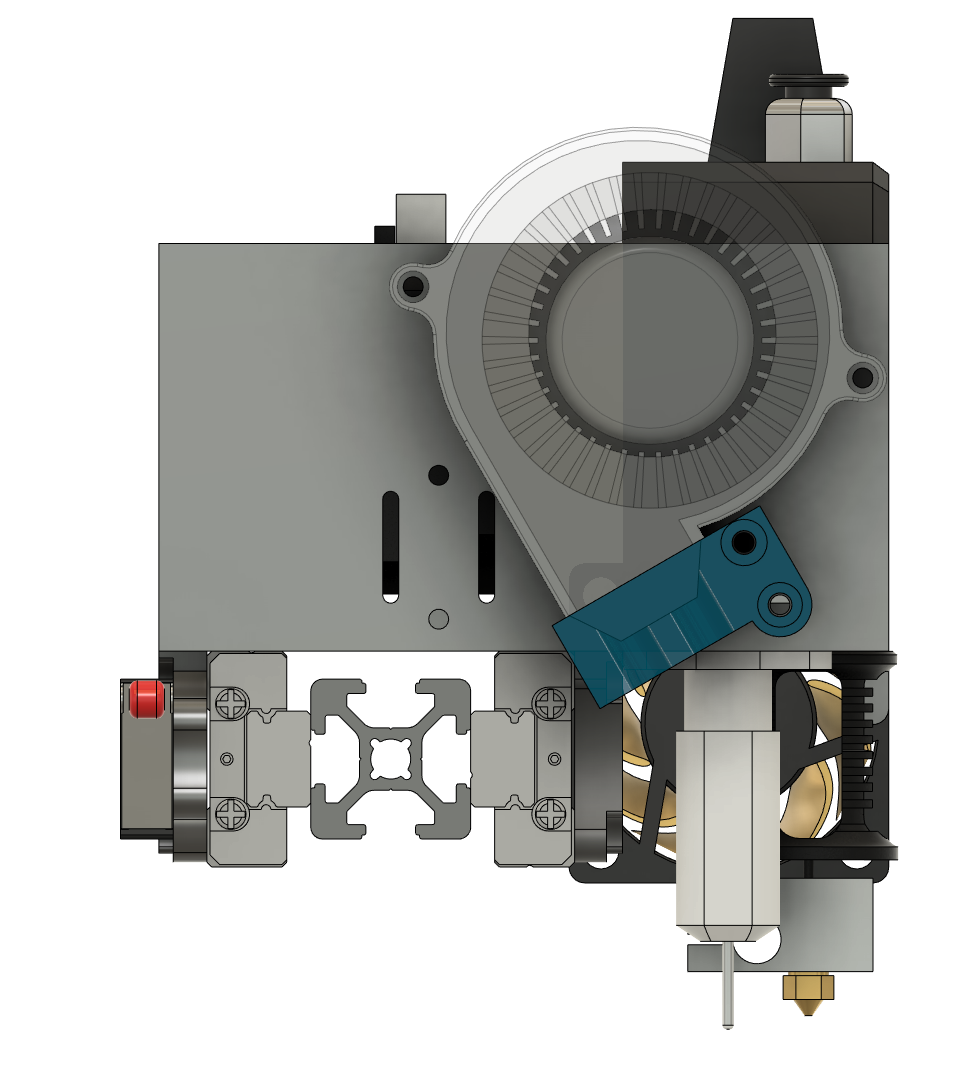
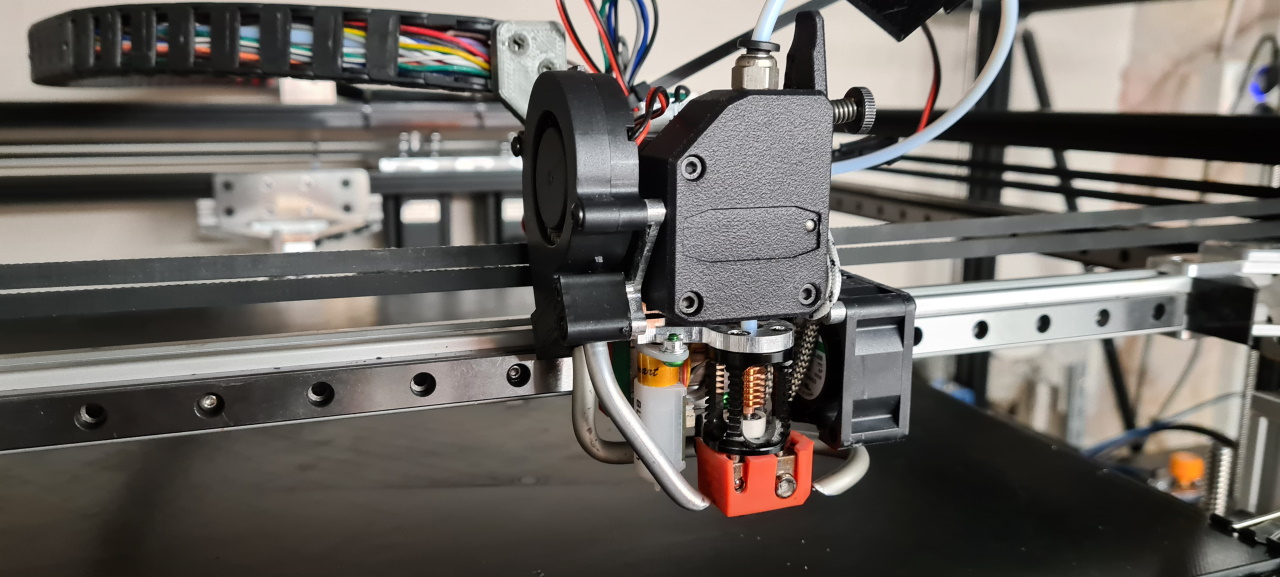
Här är allt utom kanalerna för partscoolern på plats. Denna design blir mycket öppnare. Det gör att man ser alla kablar vilket inte är lika snyggt, men det gör den mycket enklare att serva och nu får funktion gå före form!
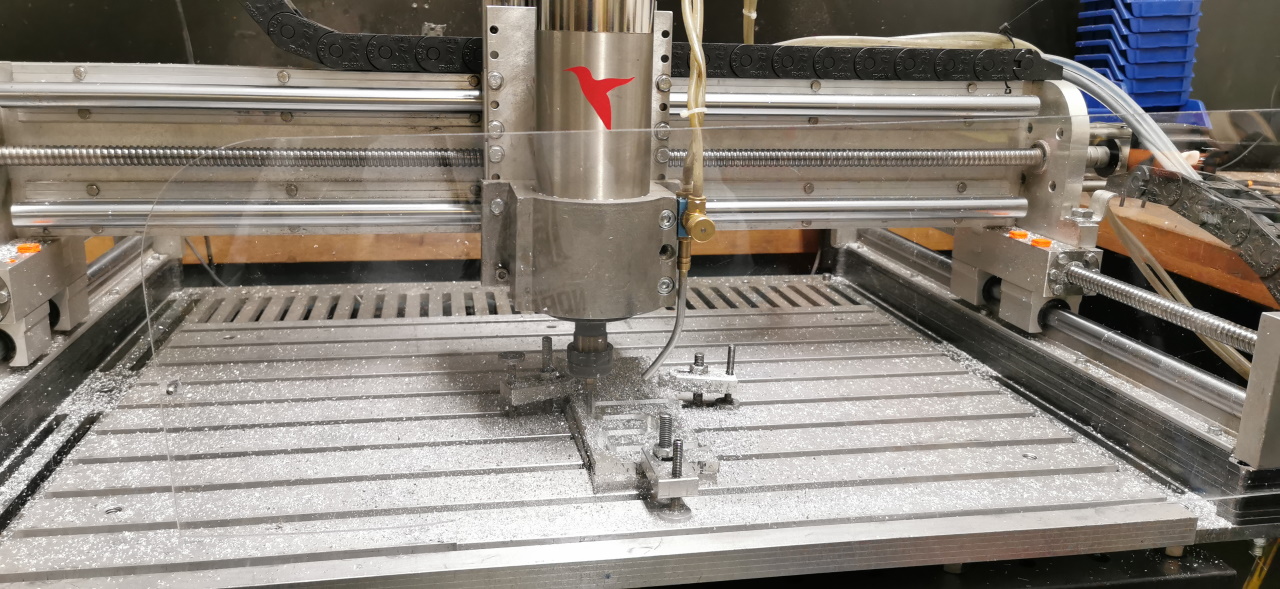
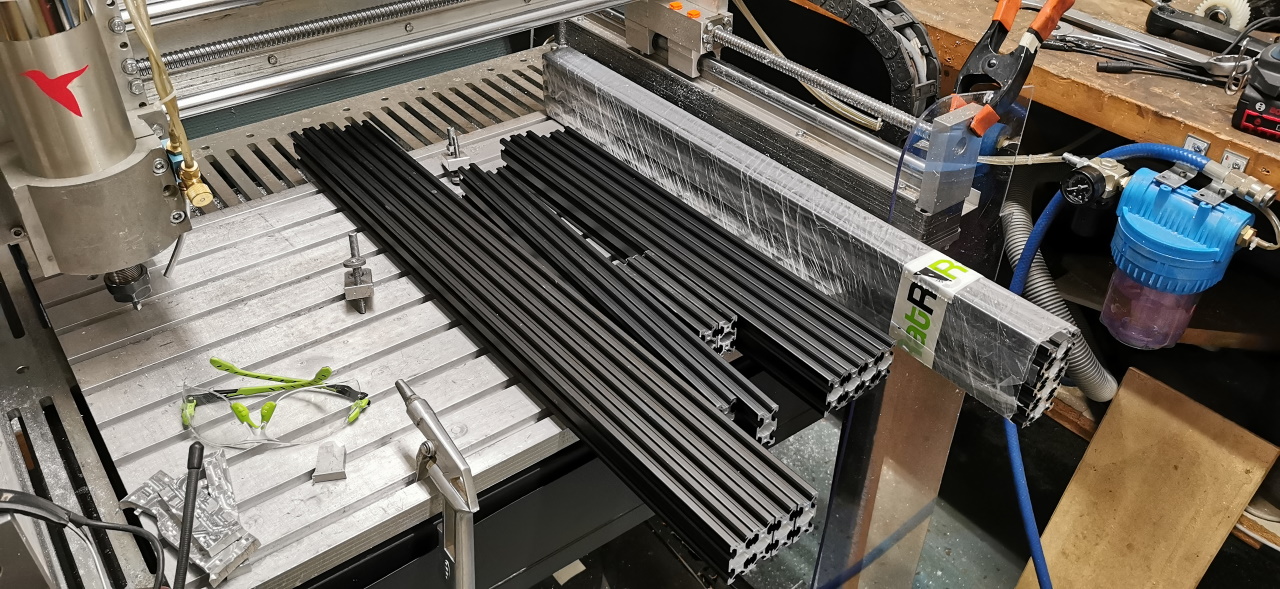
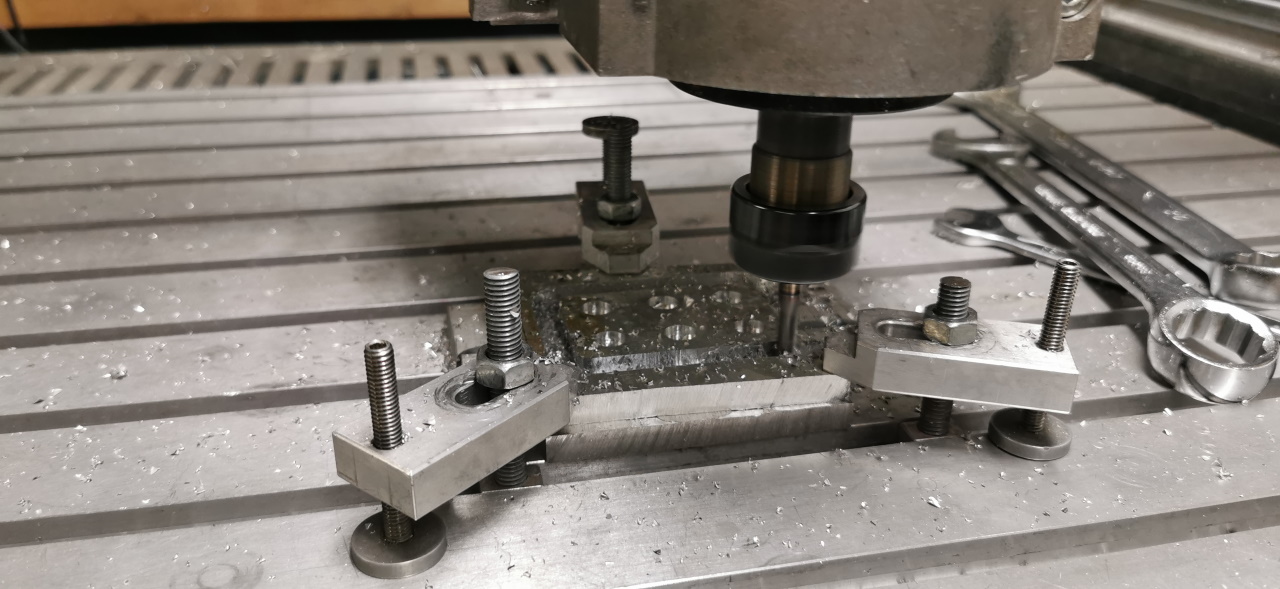
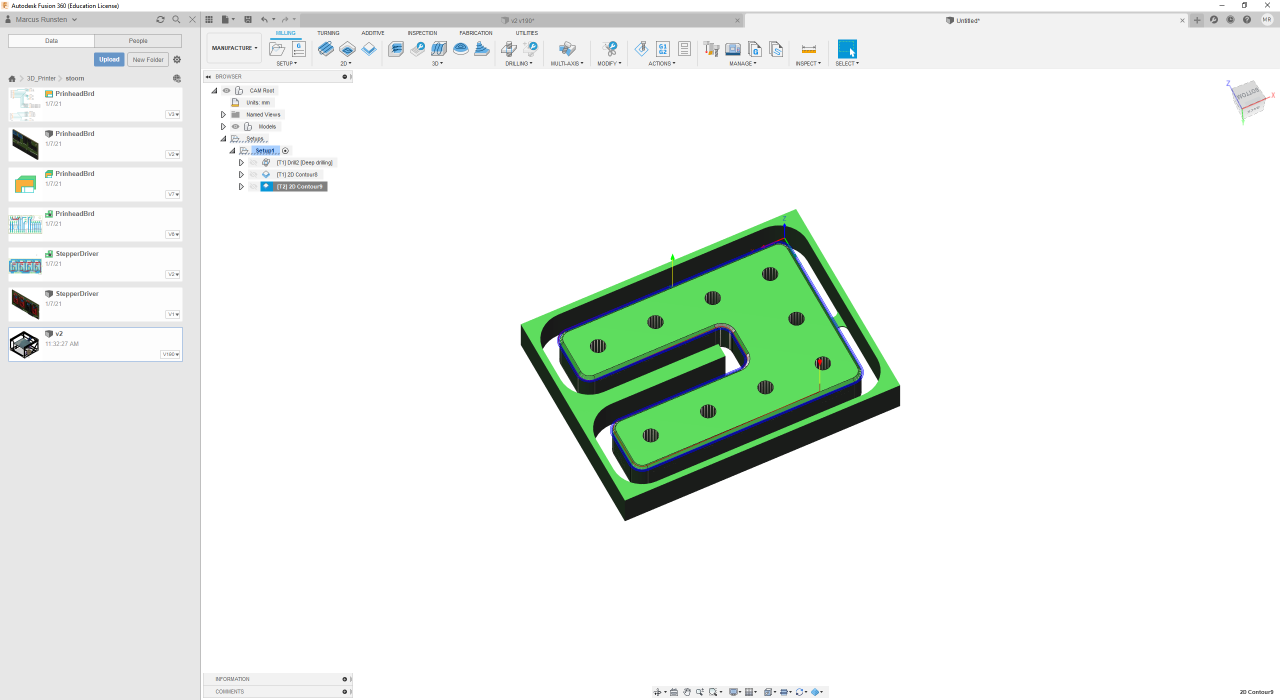
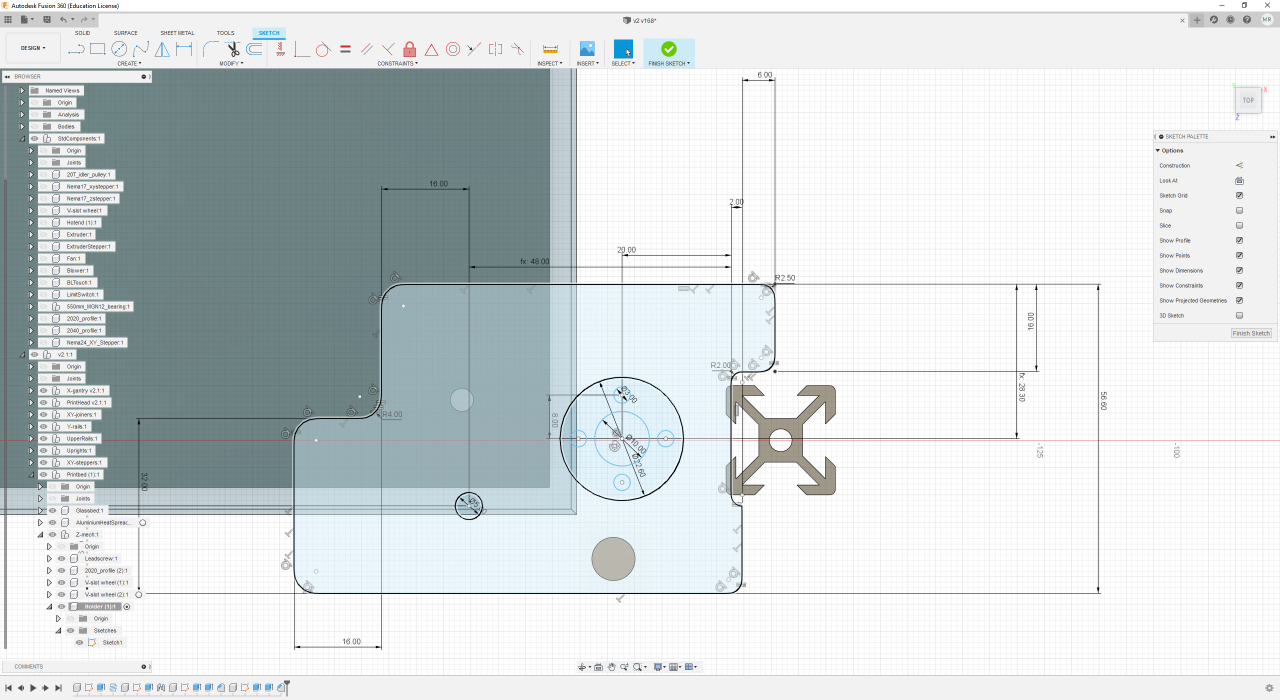
Så när allt var caddat och klart så är det ju bara att börja fräsa då.
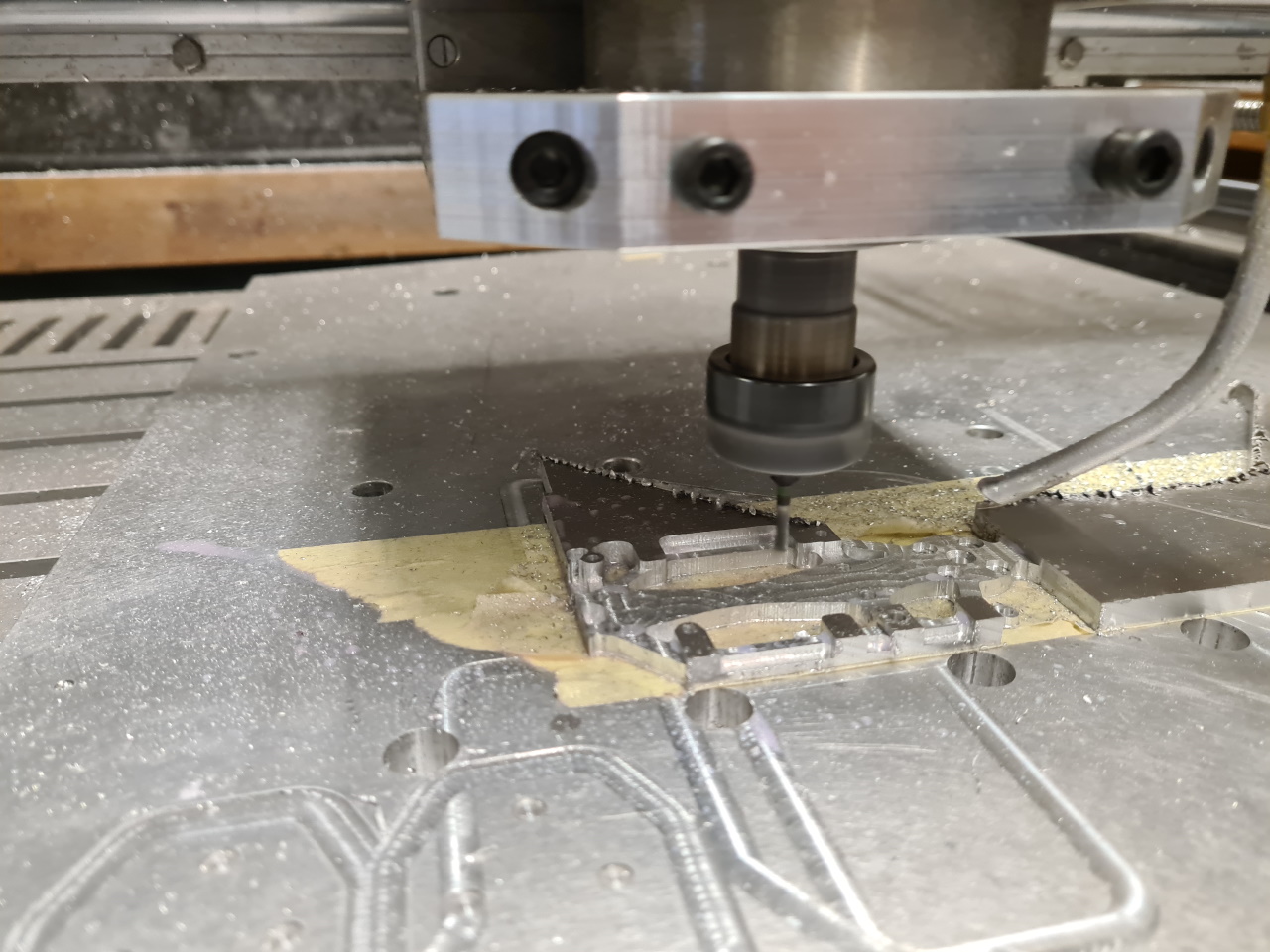
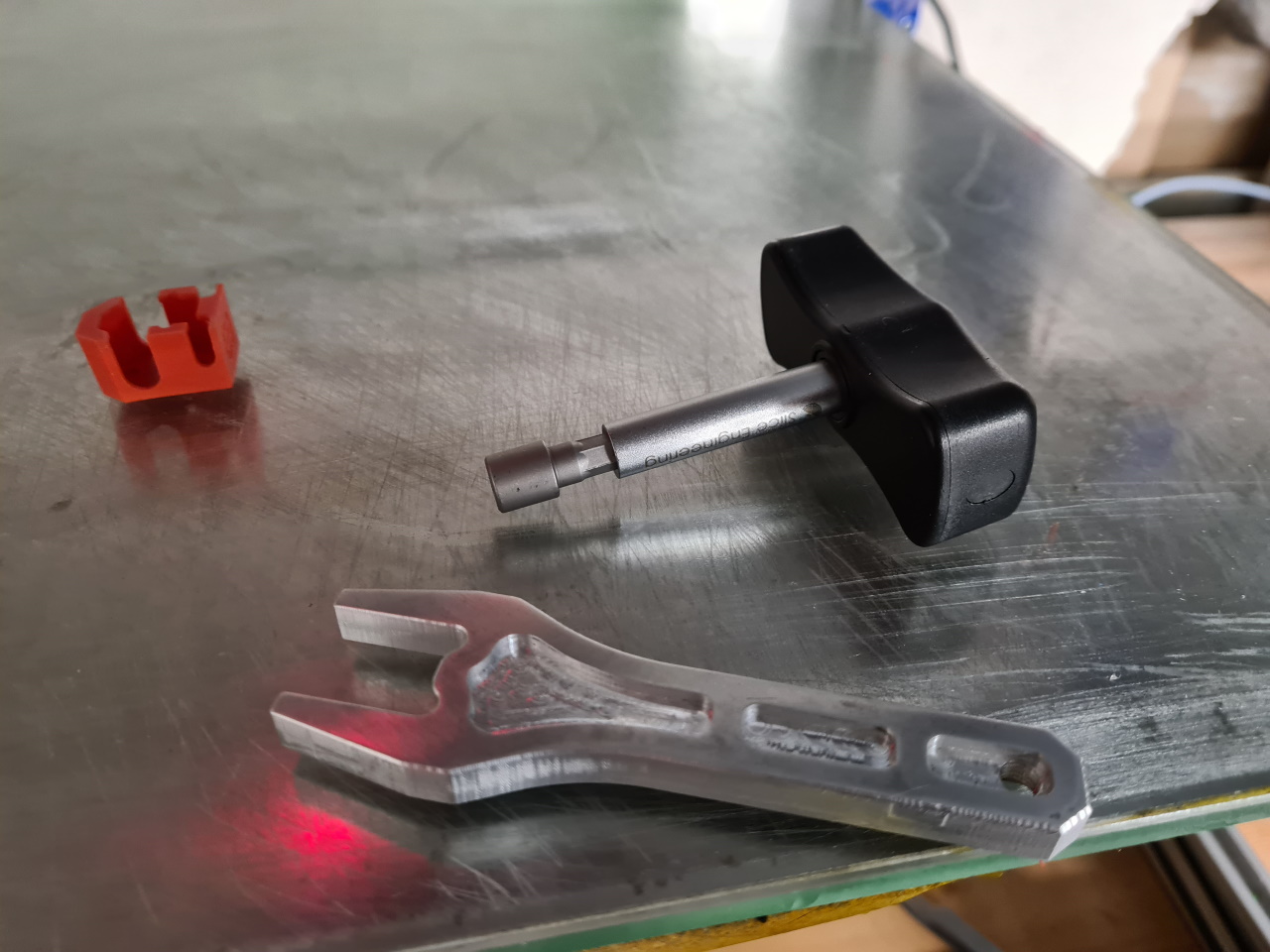
Alla delar fräses ur 6mm eller 4mm alu och det blev rätt mycket spånor att skapa då mycket material skulle bort. Fick köra en del 3D-operationer vilket var nåt nytt jag fick lära mig, men det fungerade mycket bra.



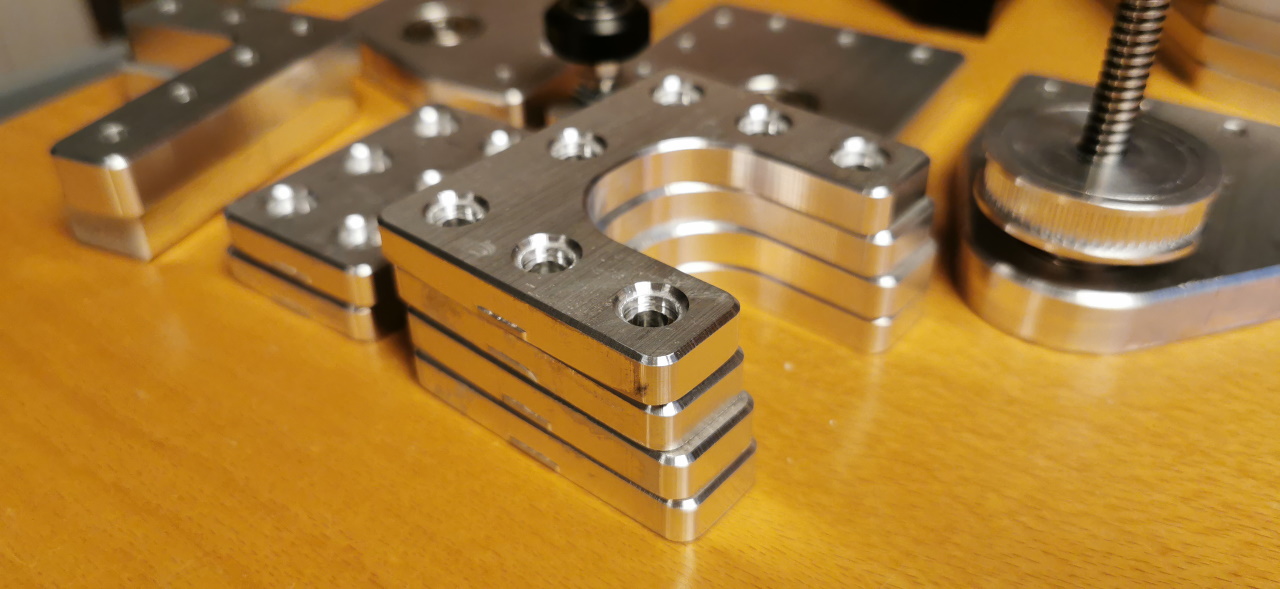
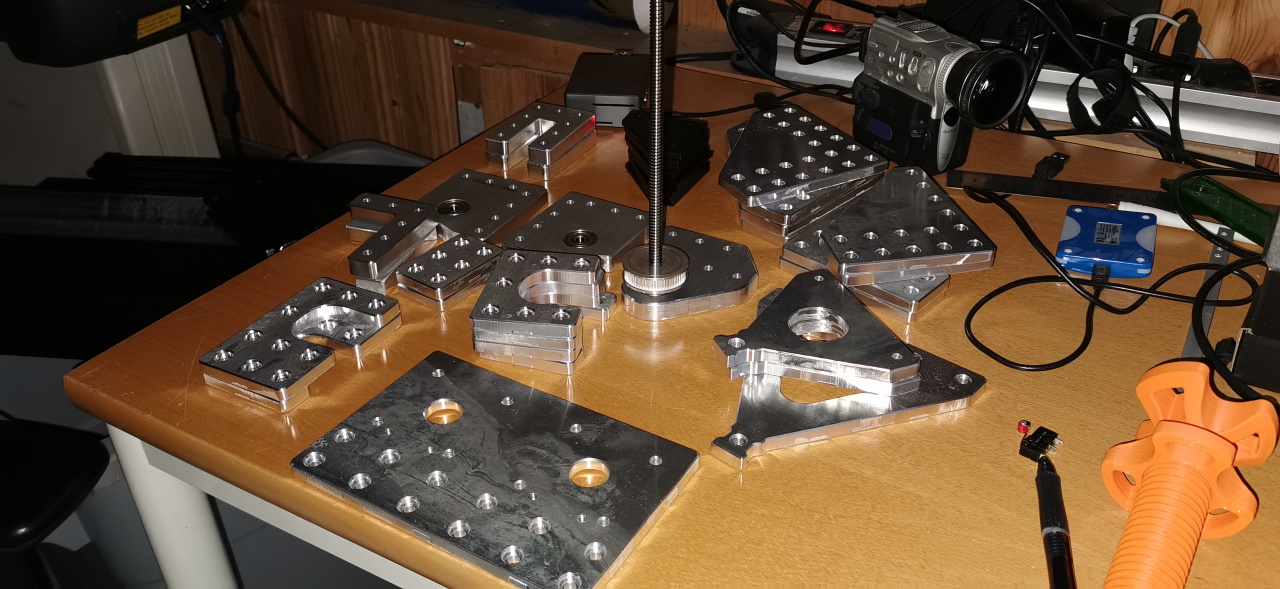
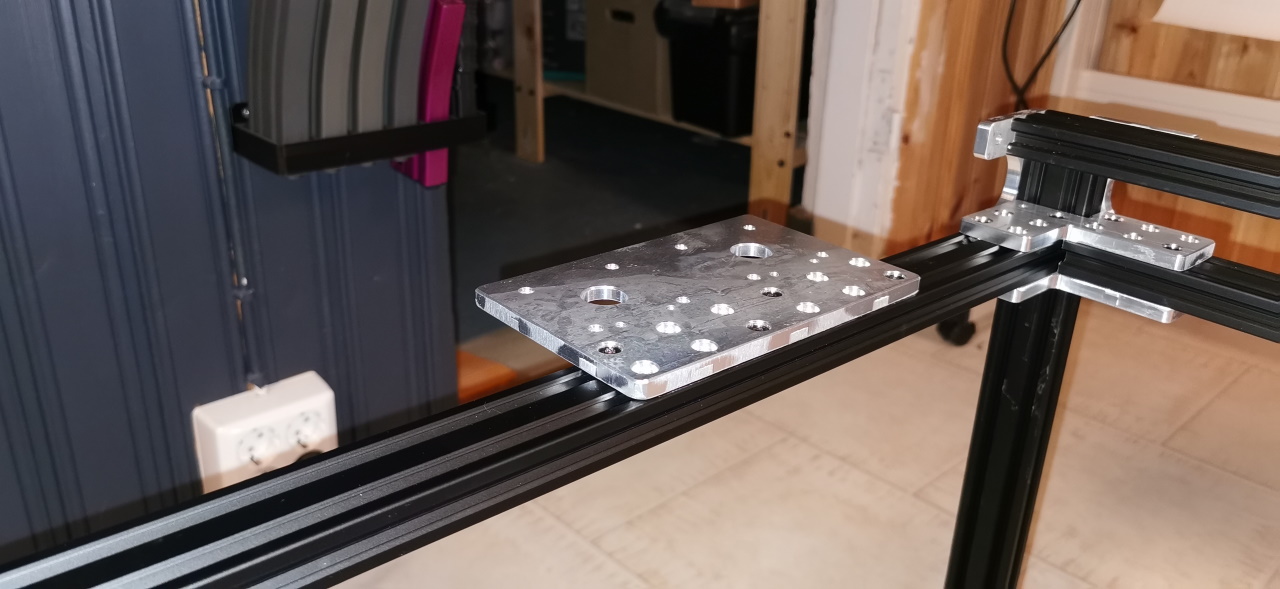
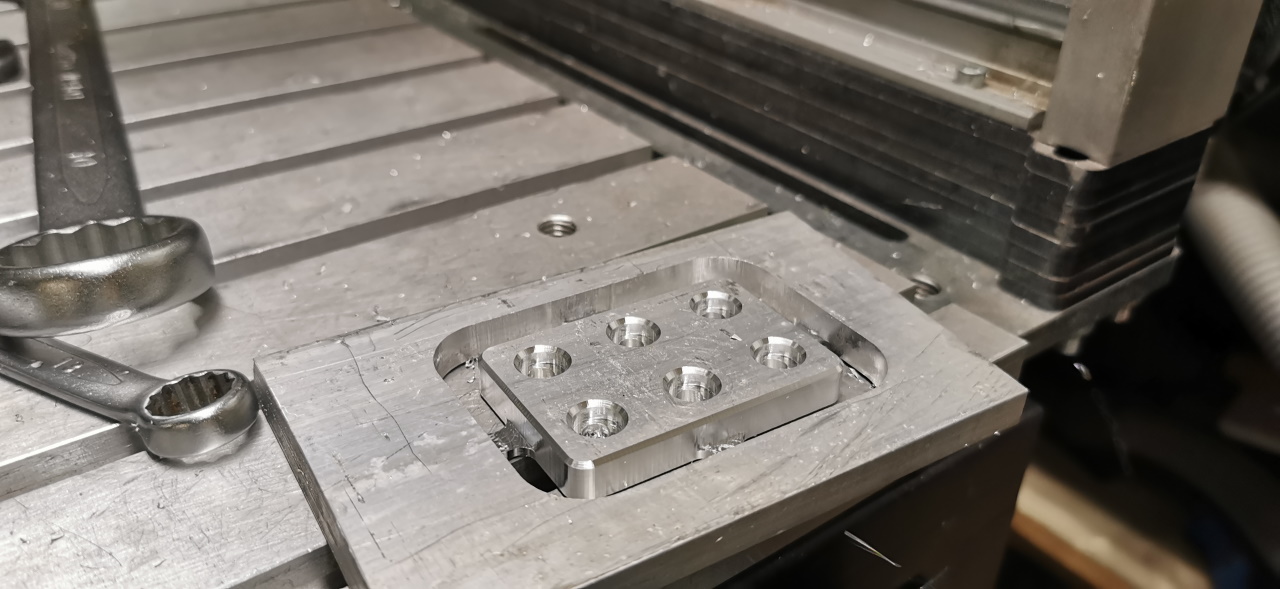
Vissa delar krävde så mycket som 4 uppspänningar och jag börjar ha fått till metoderna för att mäta in och spänna upp delar med bra repeterbarhet. Det gick snabbt och enkelt och alla delar blev tillräckligt bra på första försöket så jag behövde inte göra om någonting.
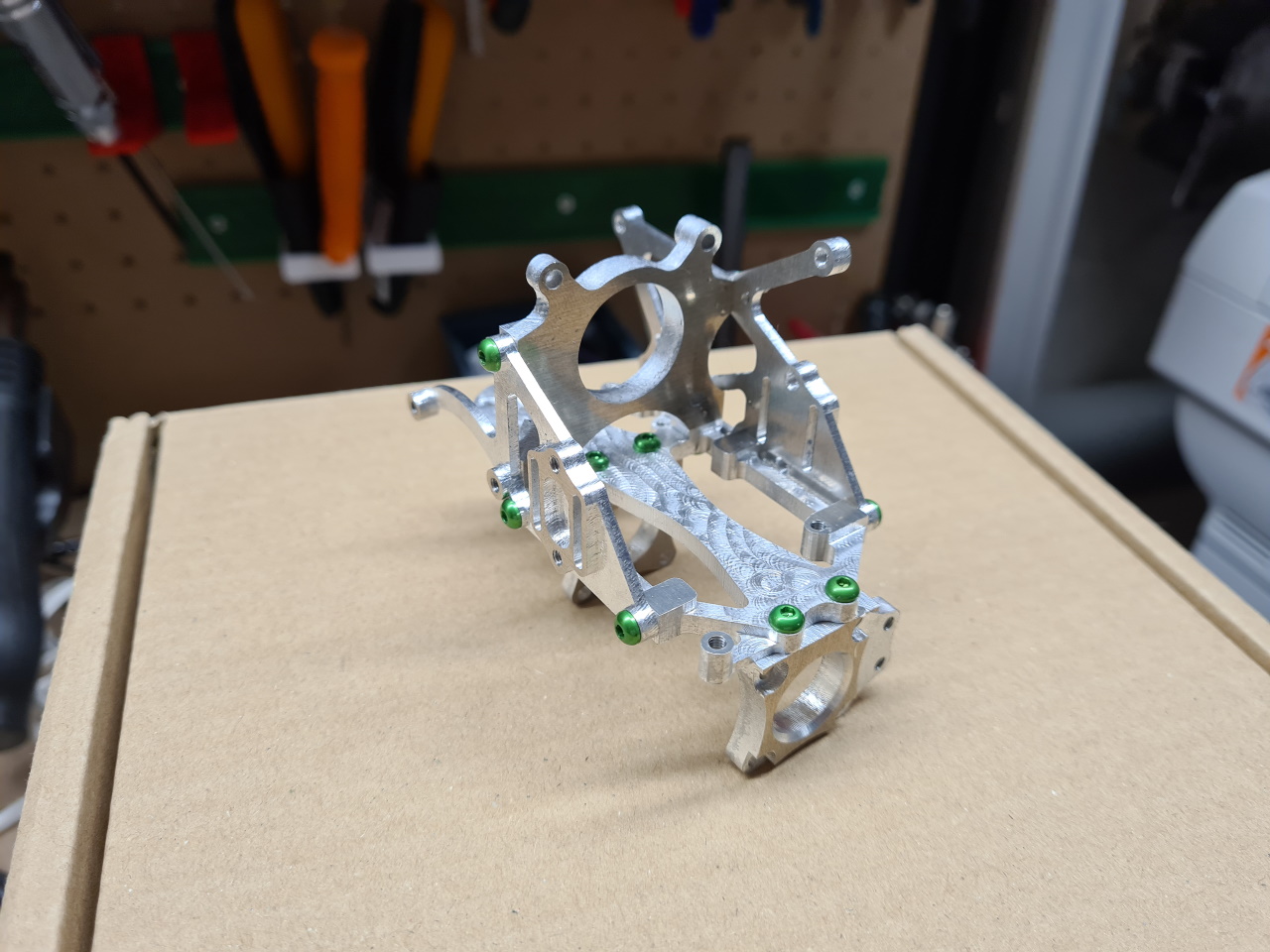
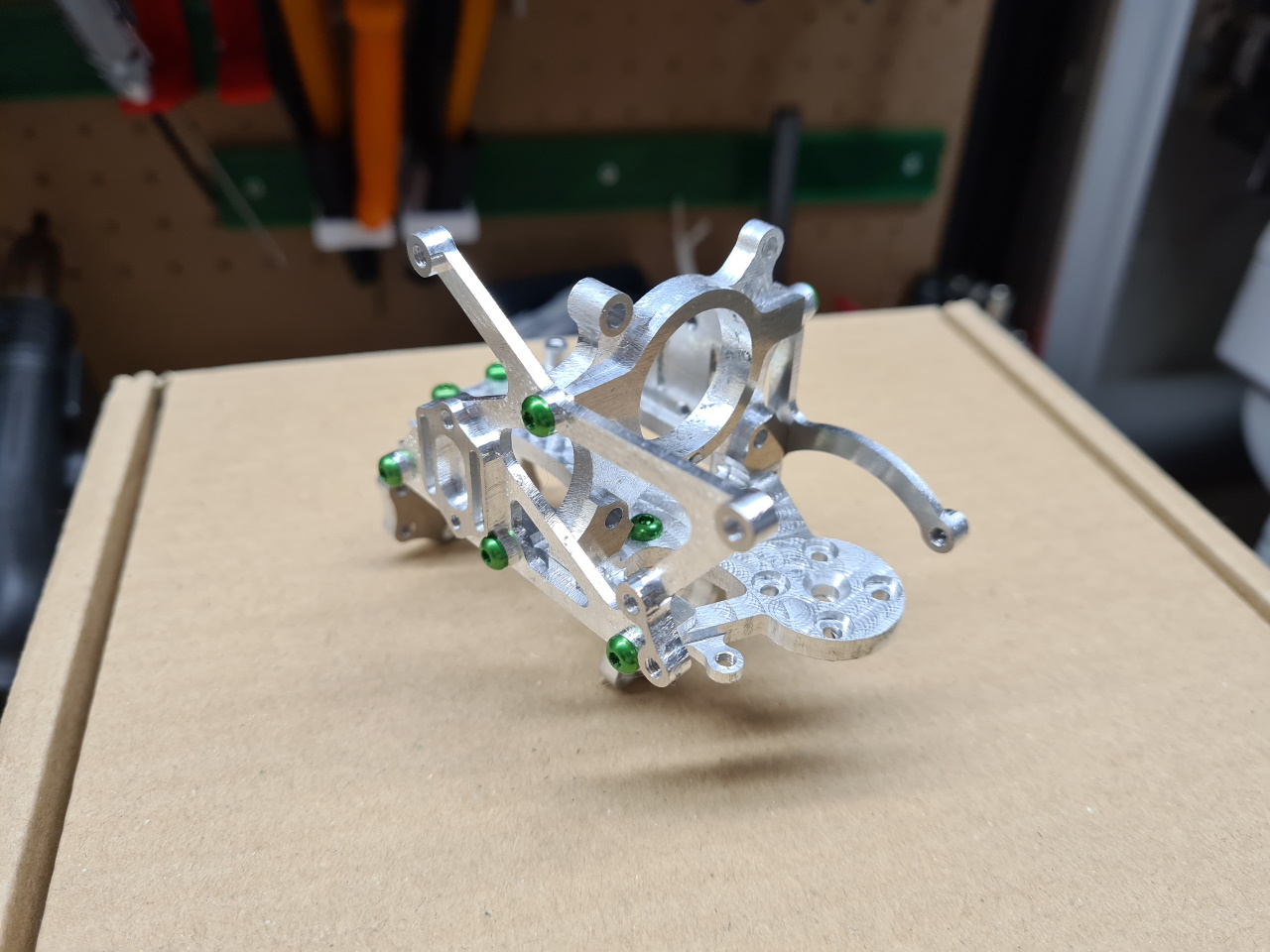
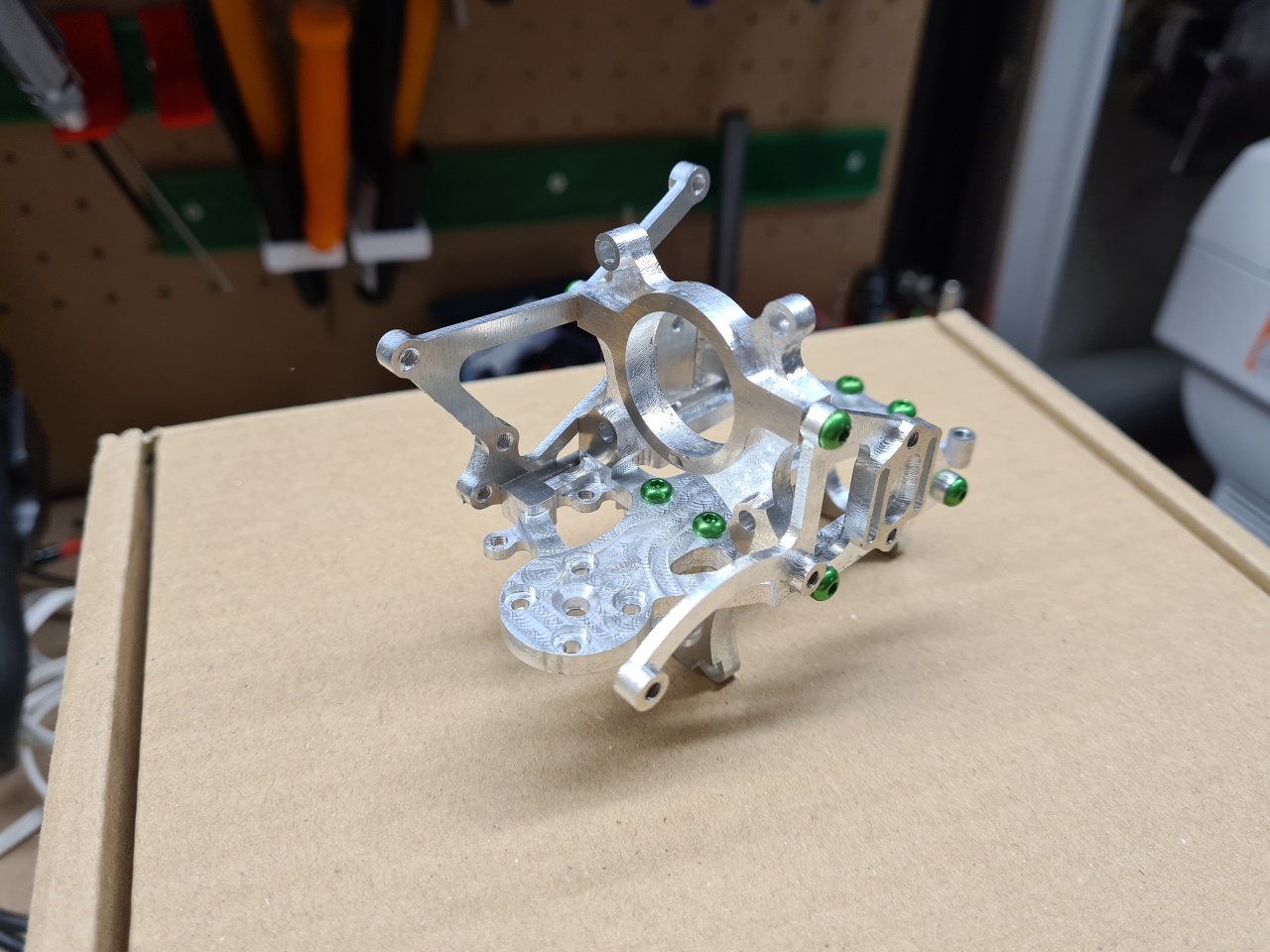
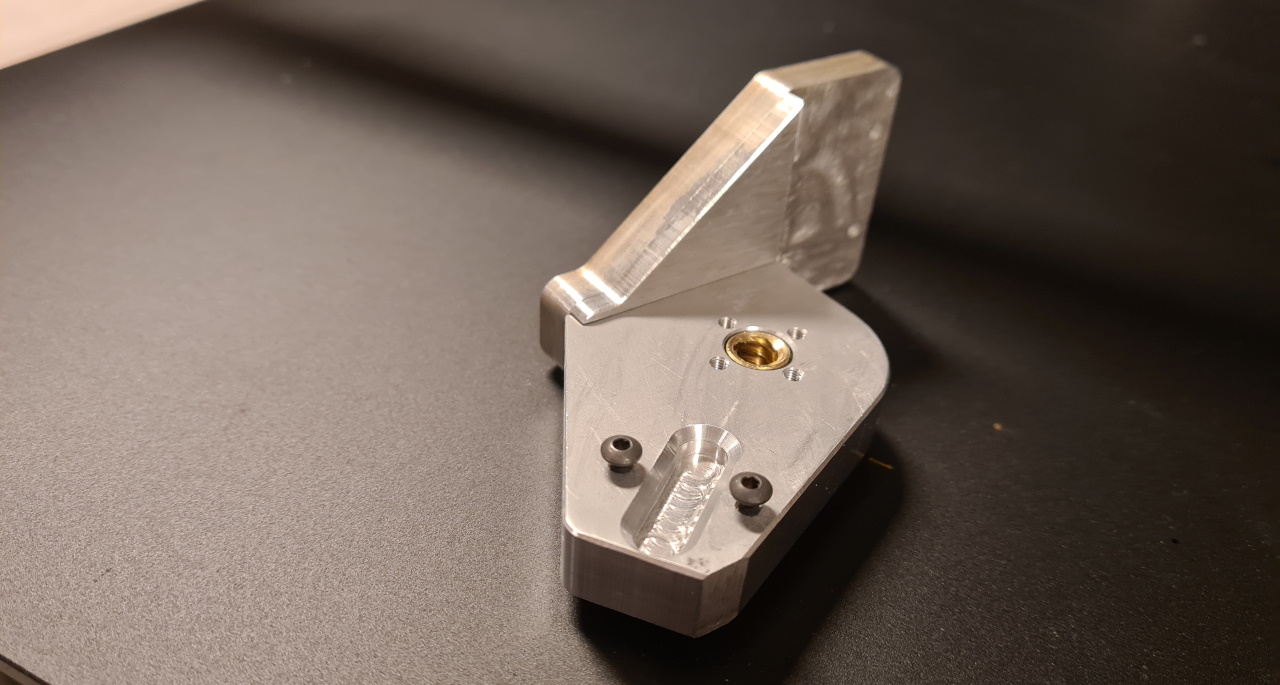
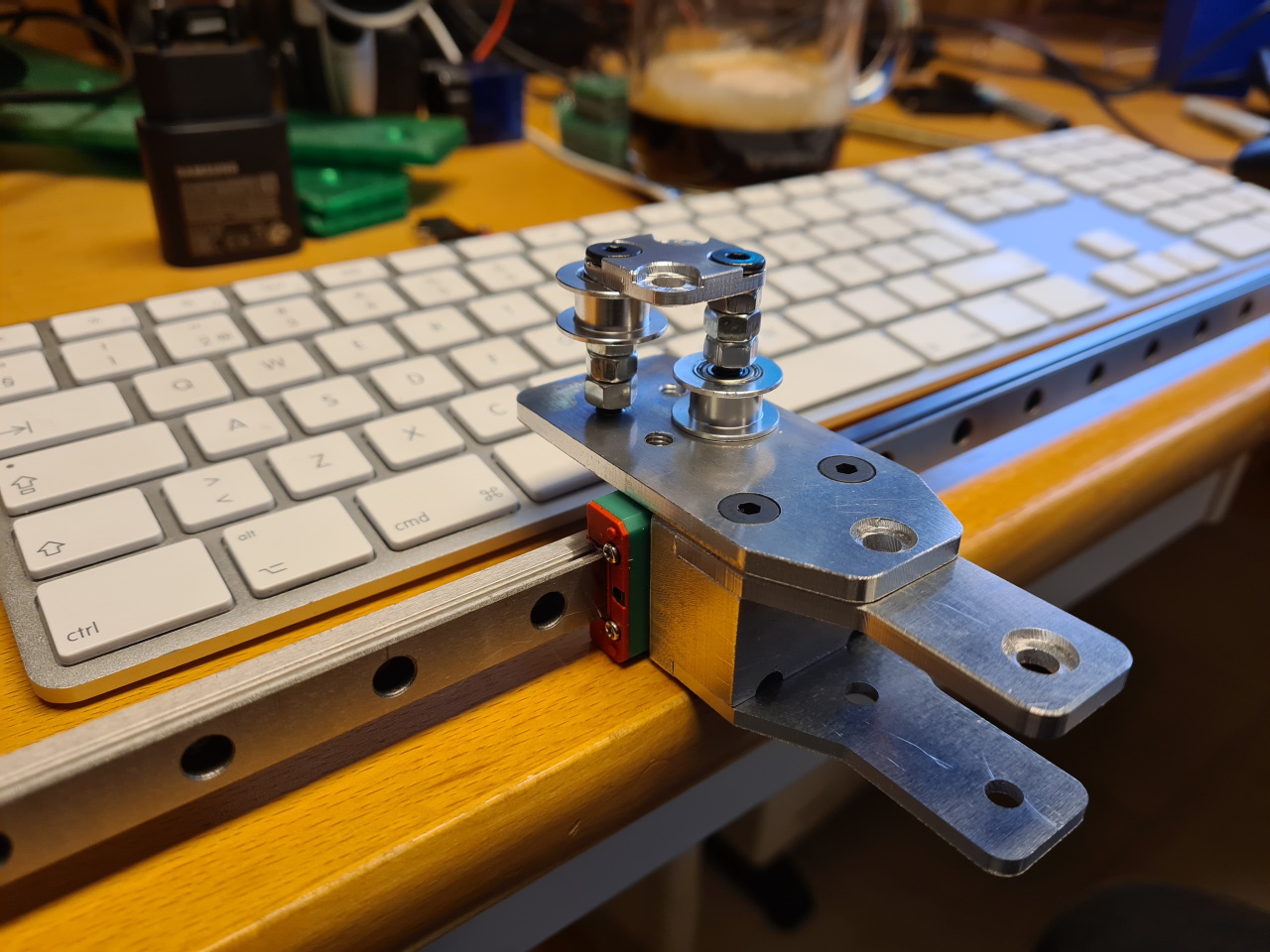
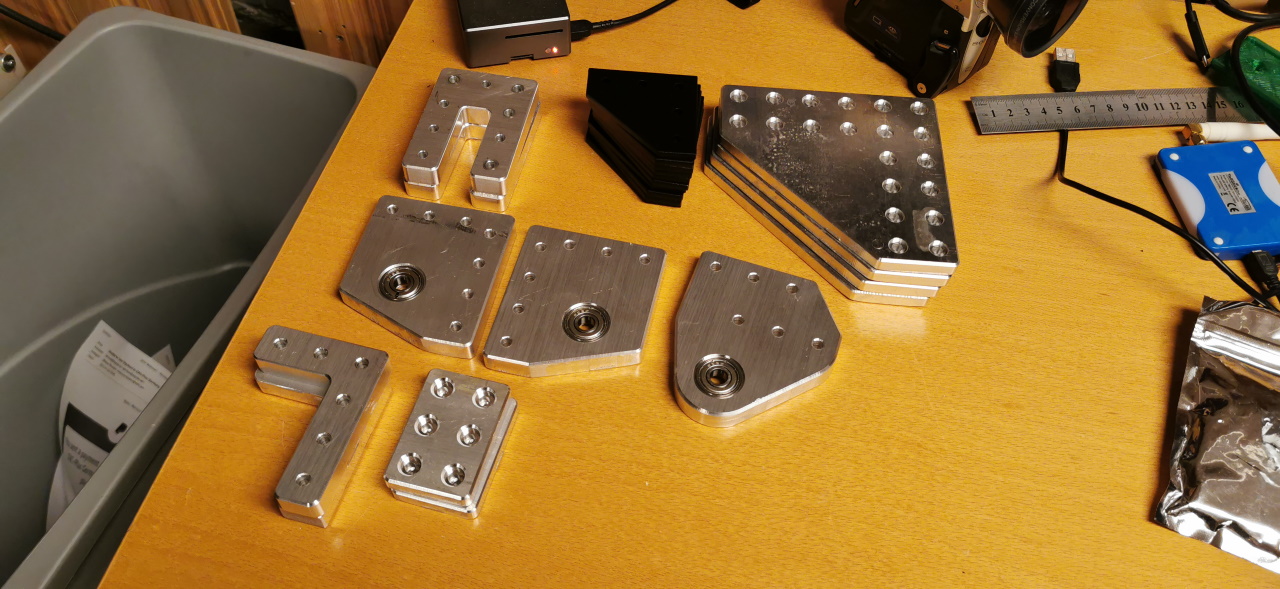
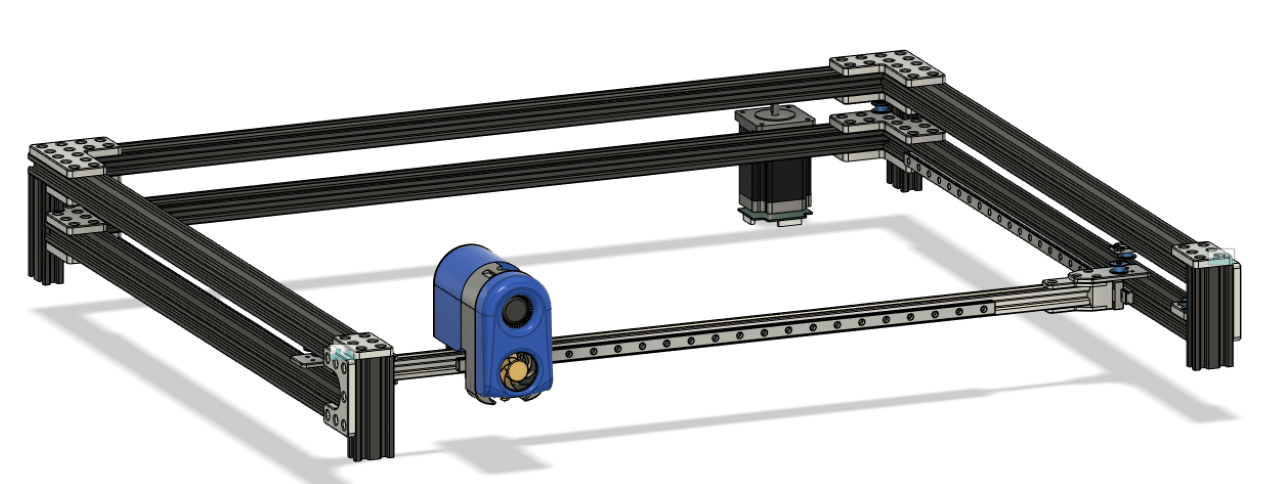
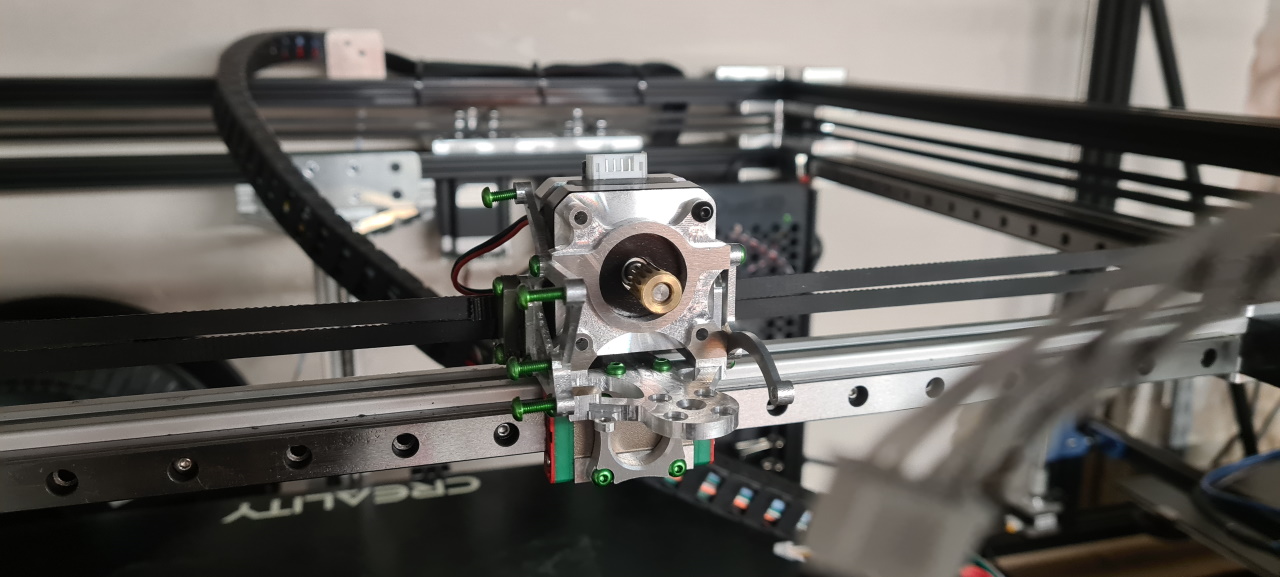
Eftersom att alu är lättare än stål och eftersom att jag redan använt ett par gröneloxerade aluskruvar tidigare på printern så fick det bli såhär. Rätt snyggt blev det ändå tycker jag.
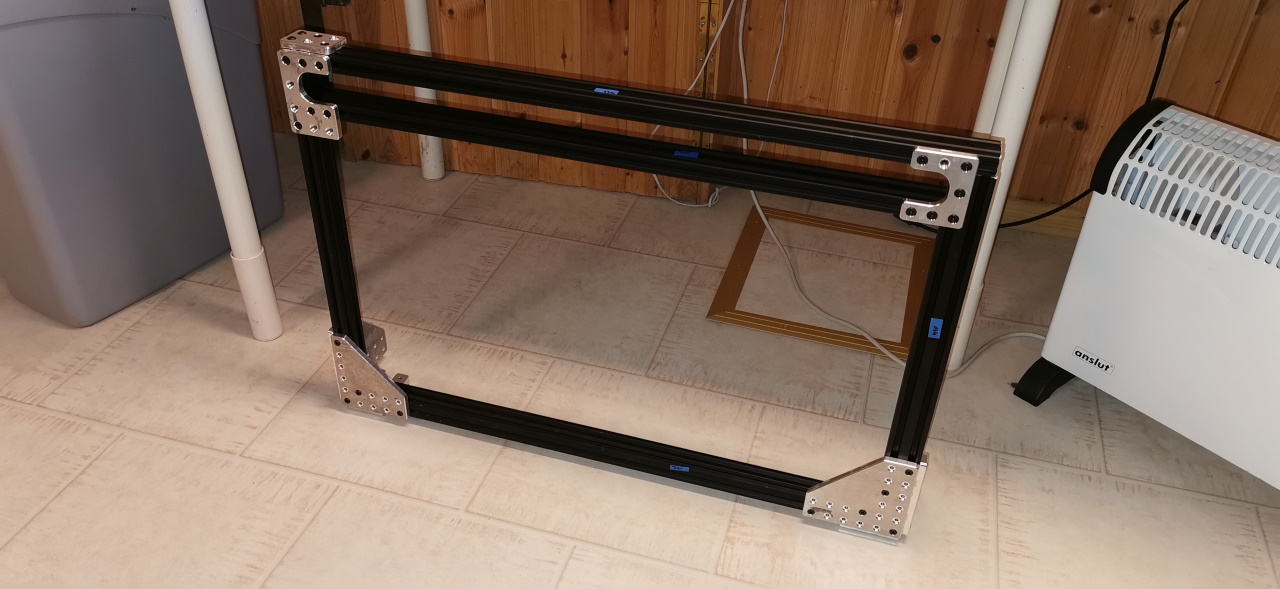
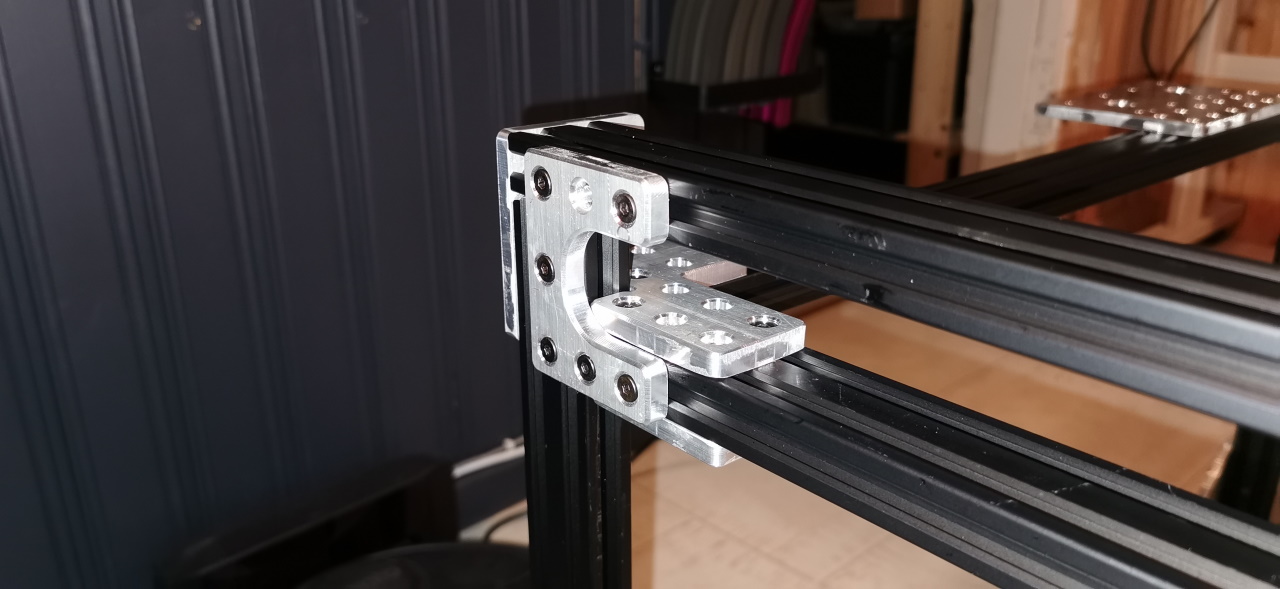
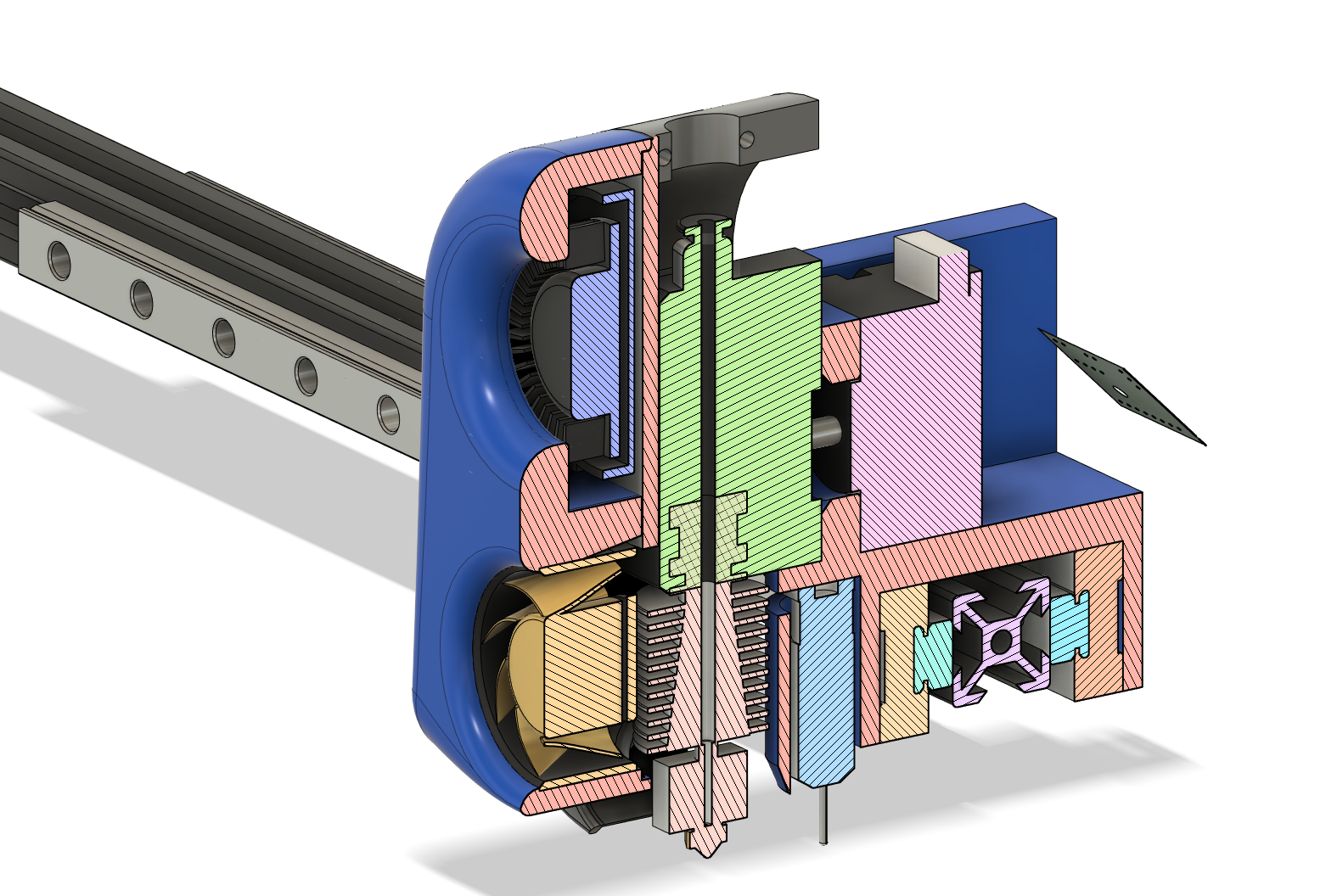
Det fina med att fräsa istället för att printa är att alla delar passar så sjukt bra ihop! Inga hål som behöver efterborras, inga passformar som skiljer någon tiondel.. Här snackar vi hundradelar och klockren passform! Riktigt roligt att montera ”byggsatsen”.
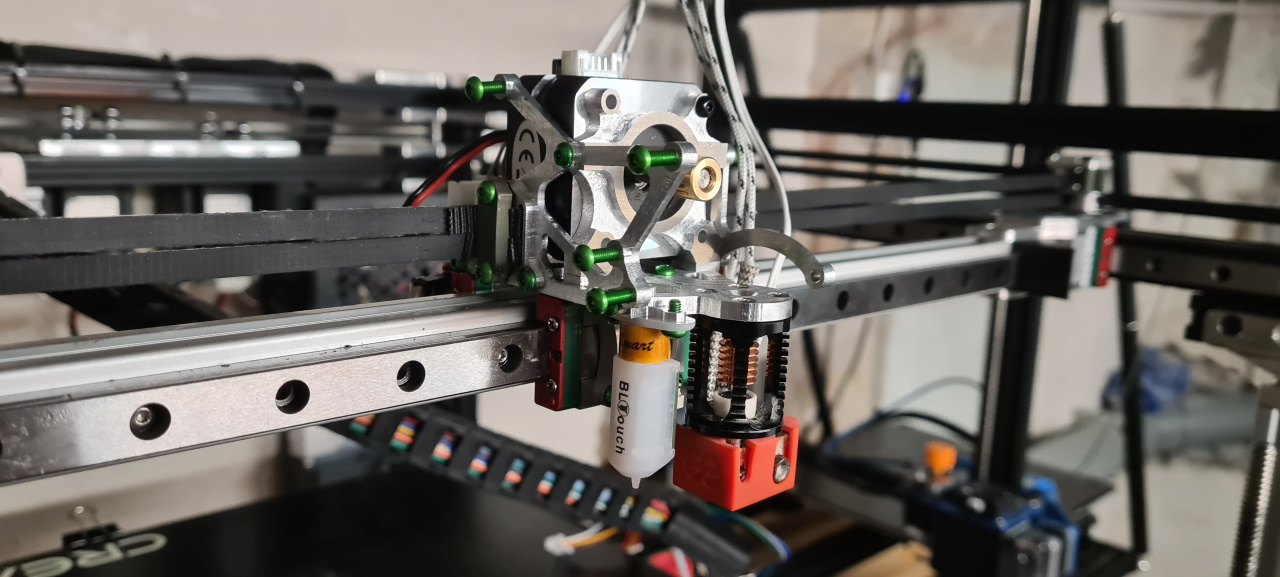
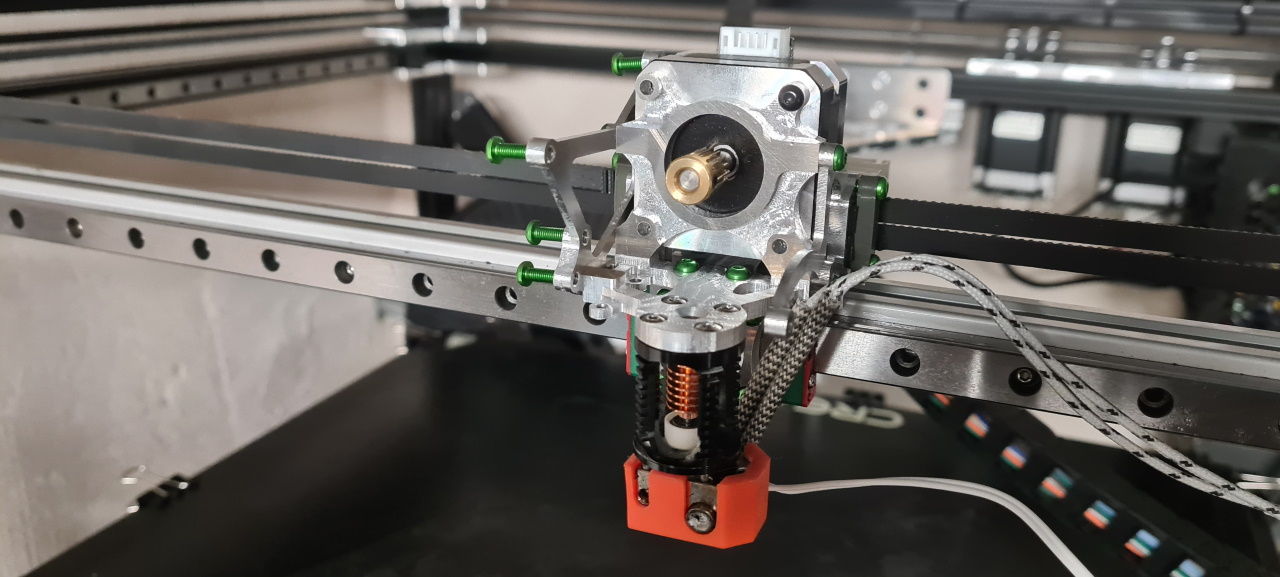
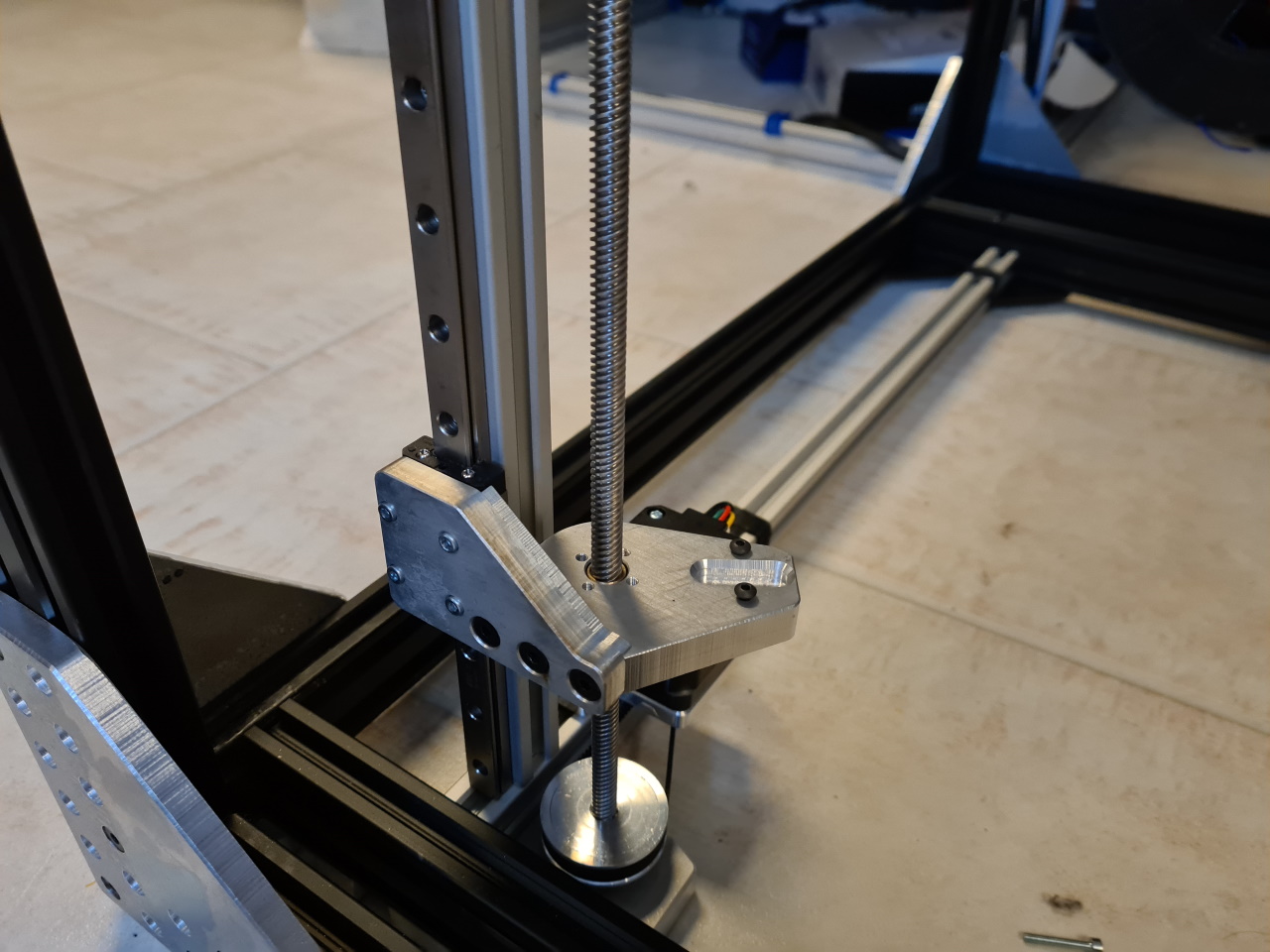
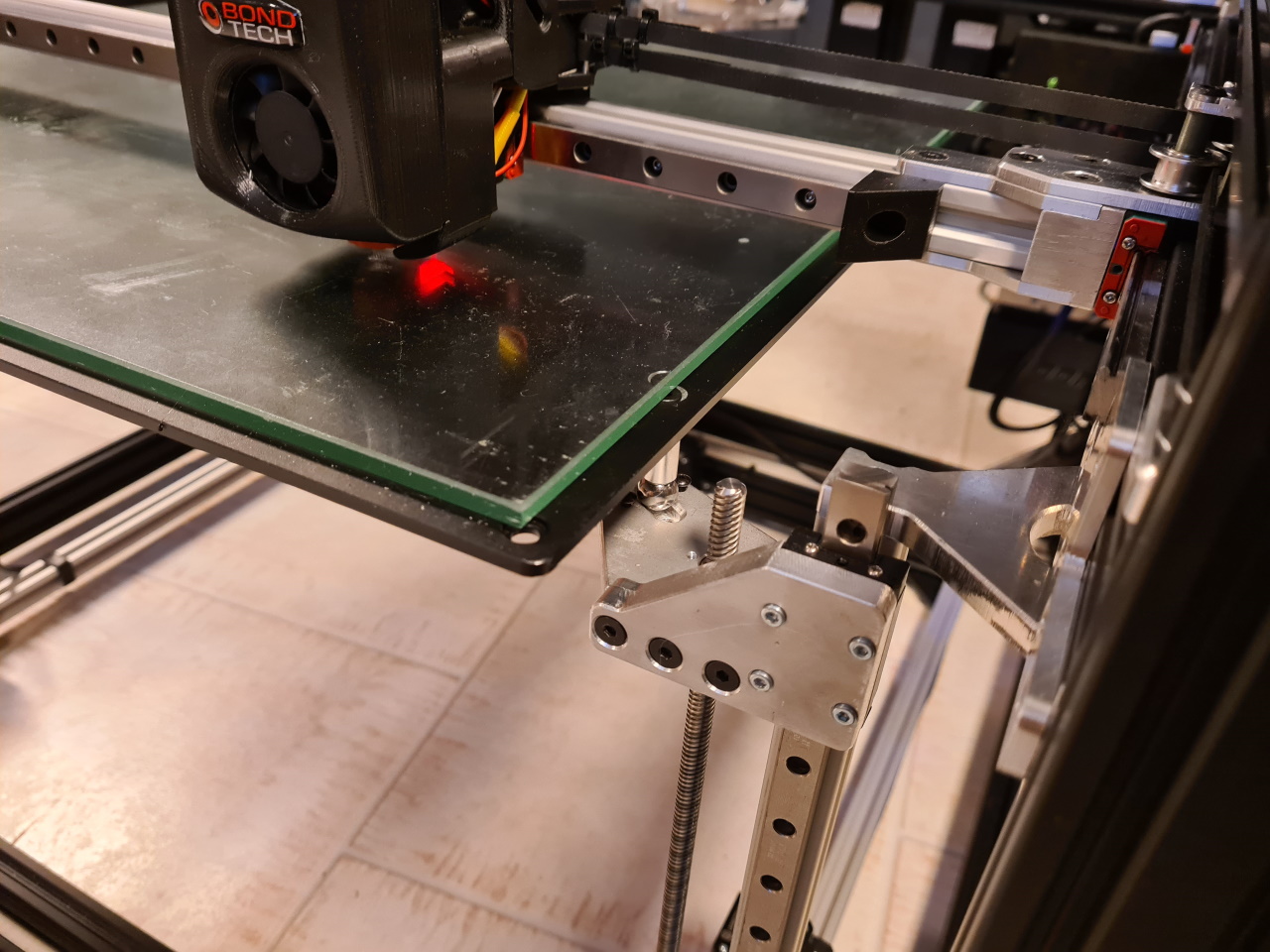
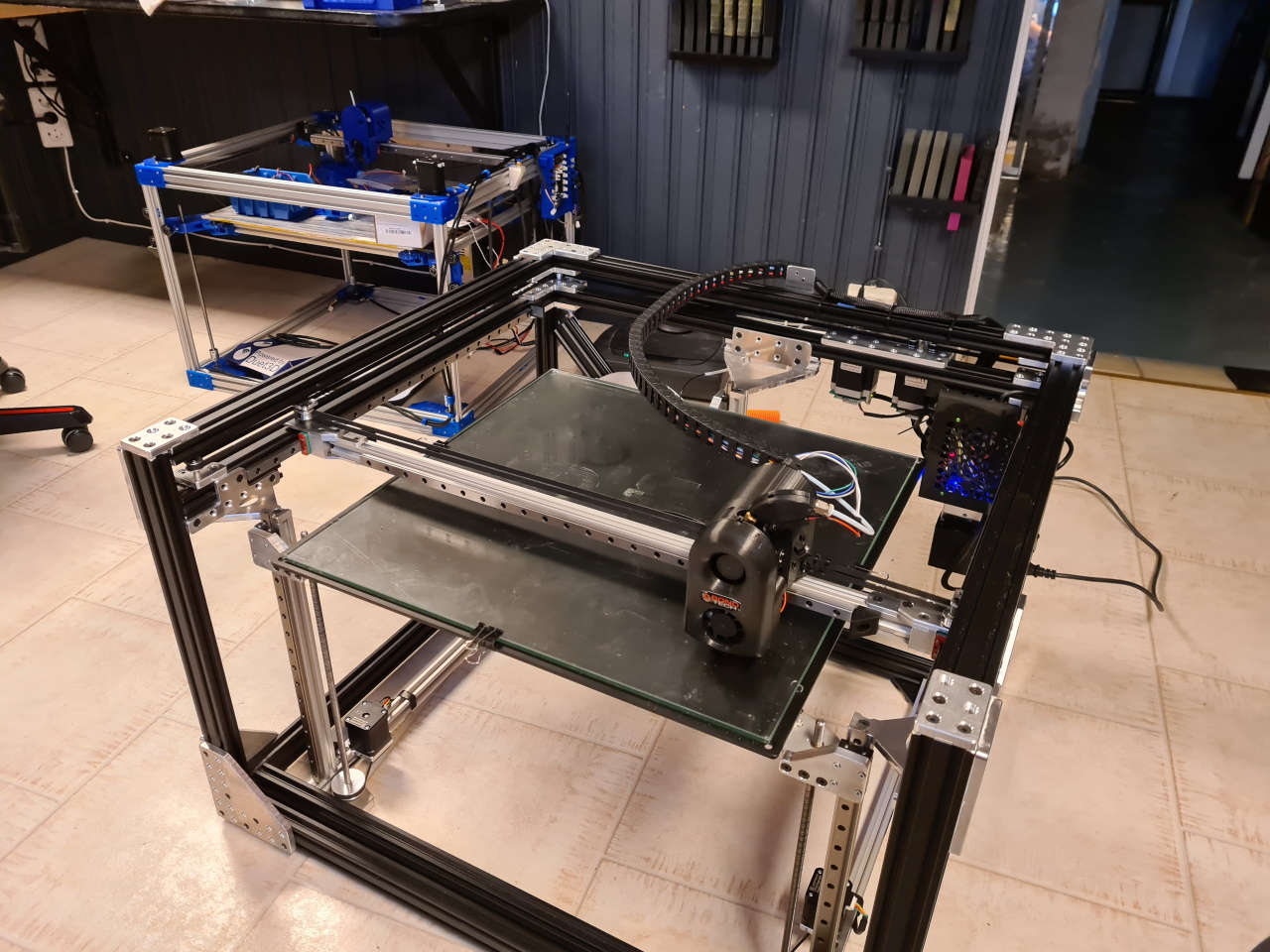
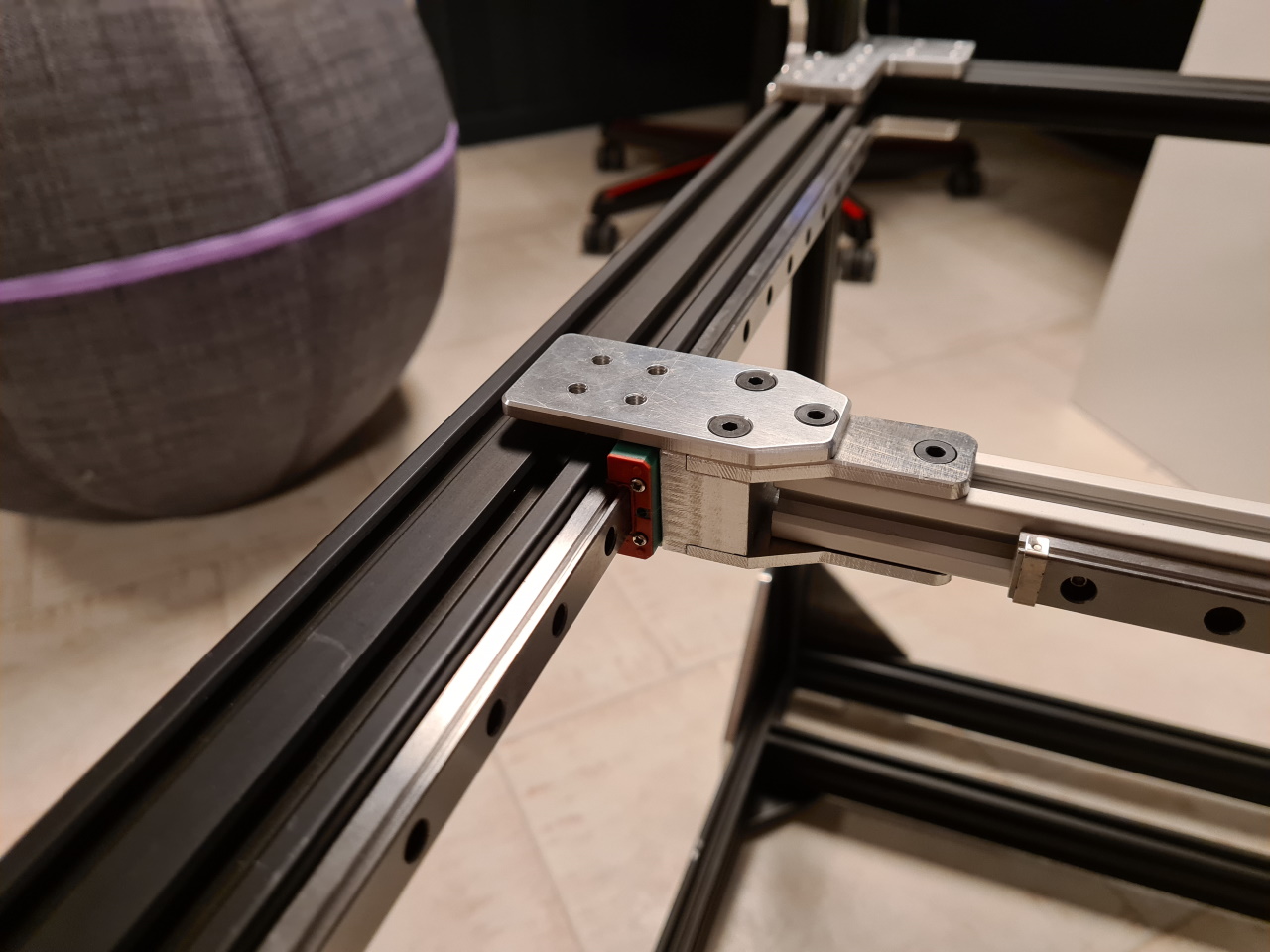
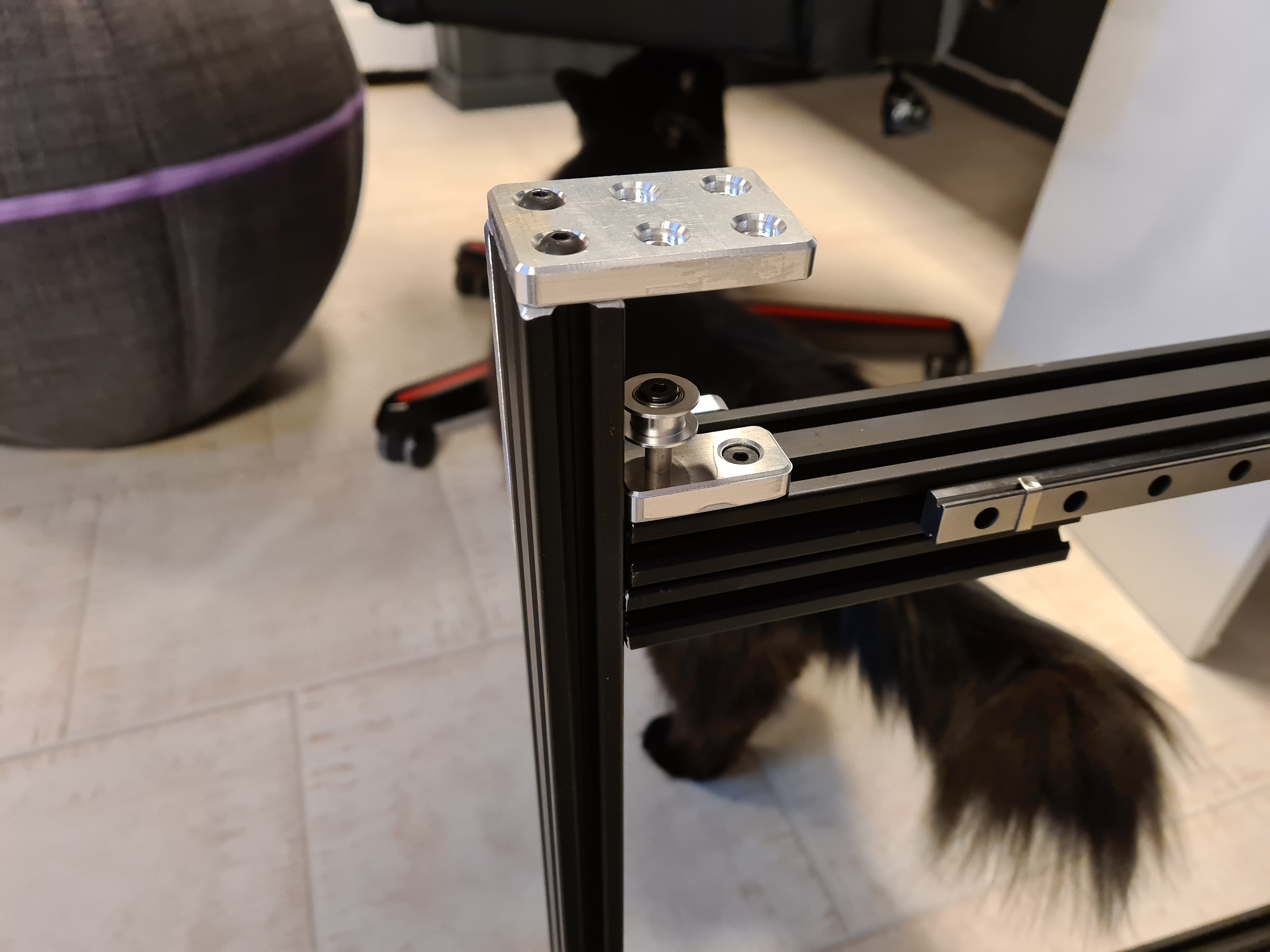
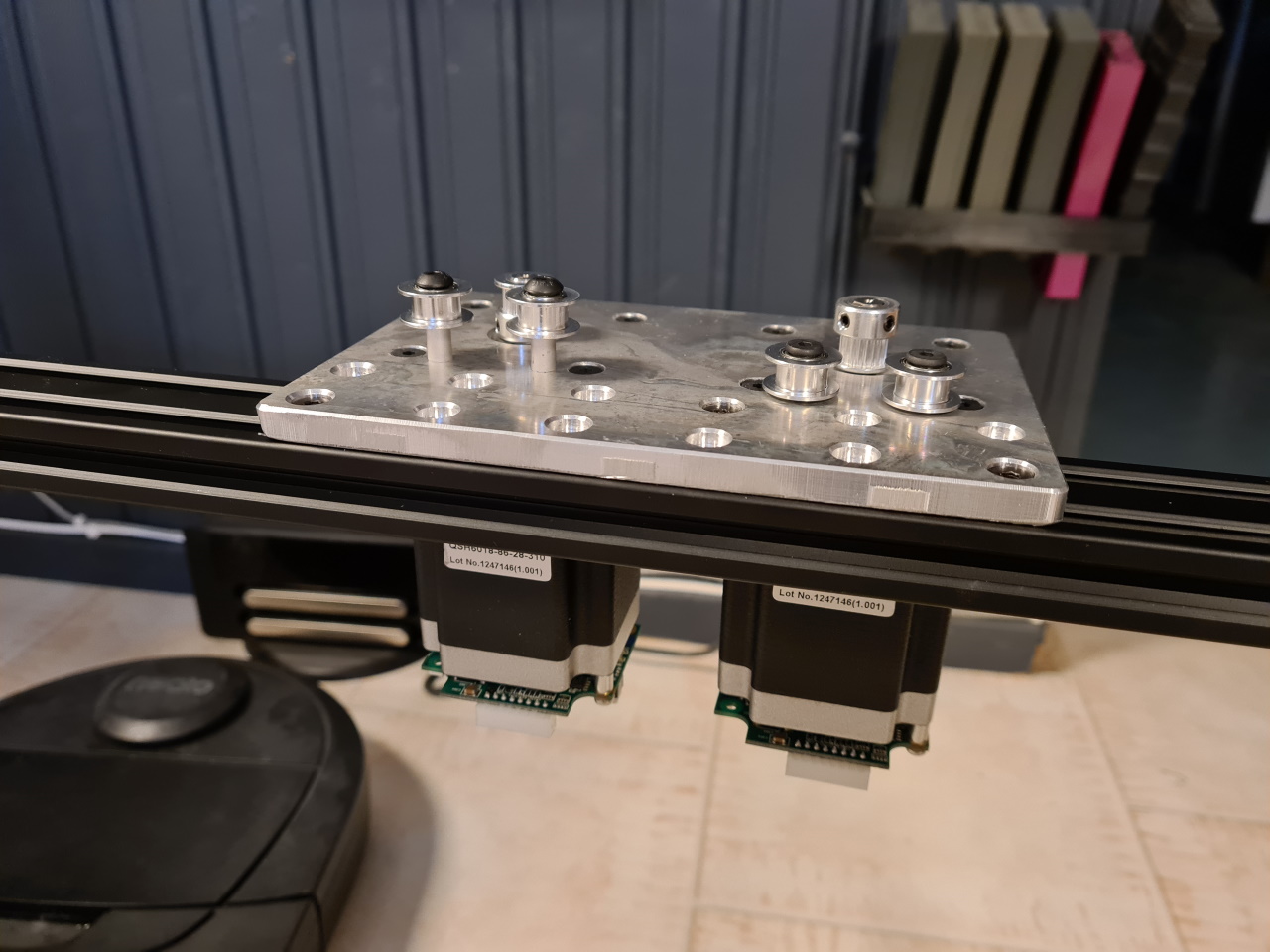
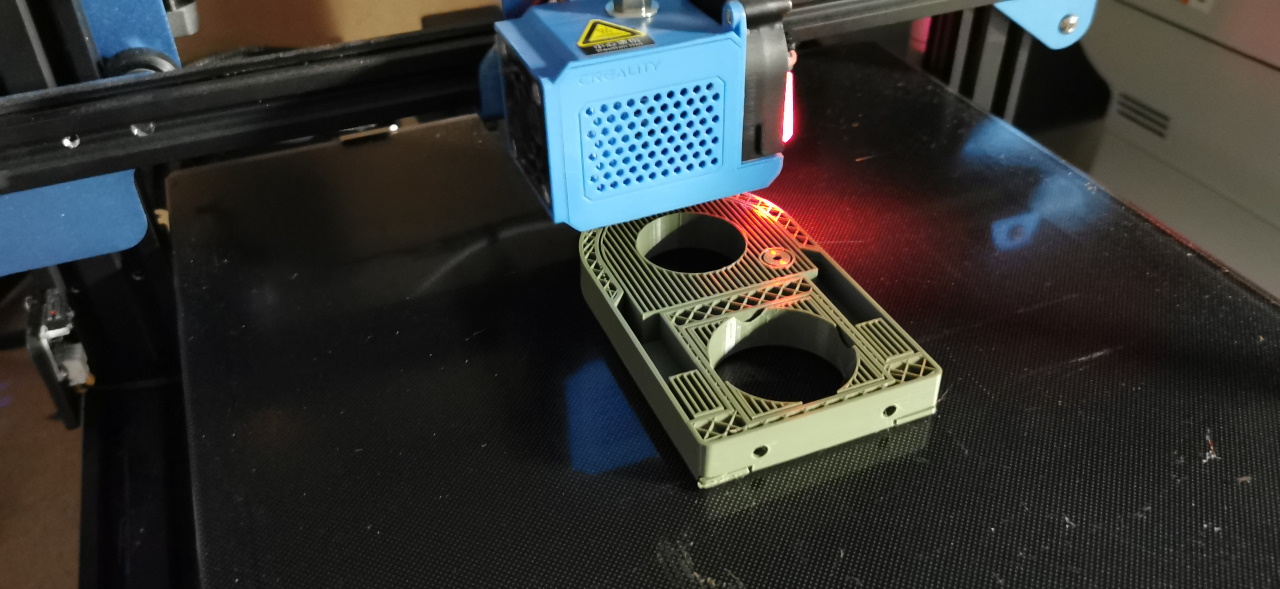
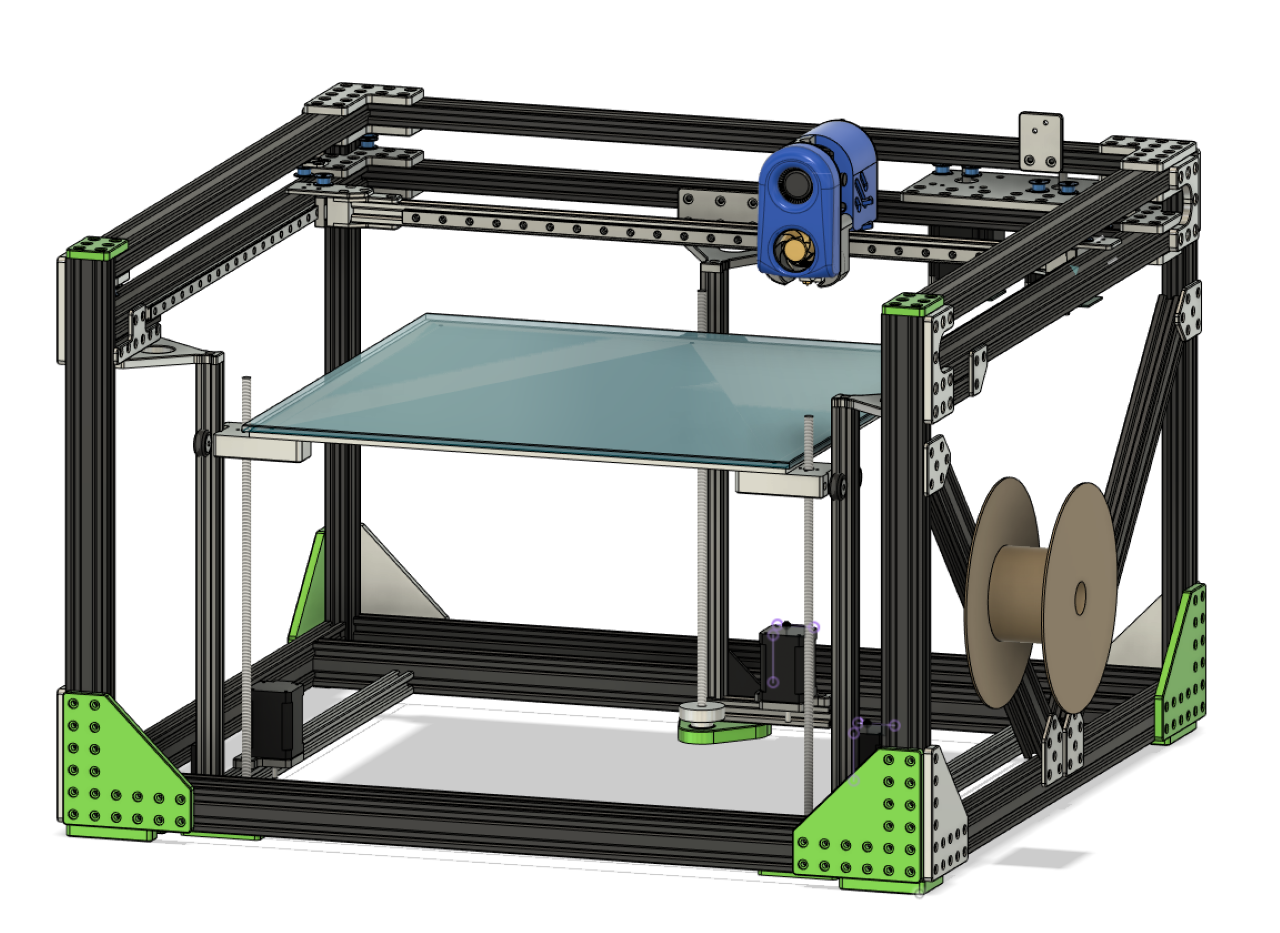
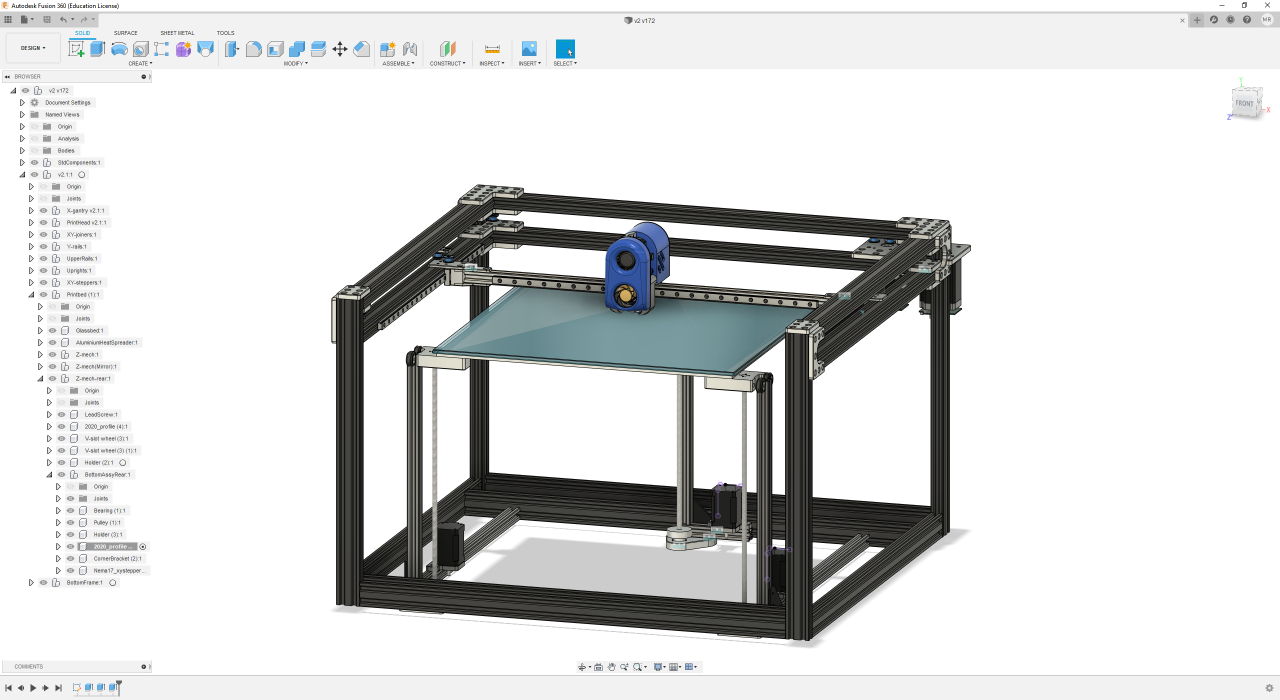
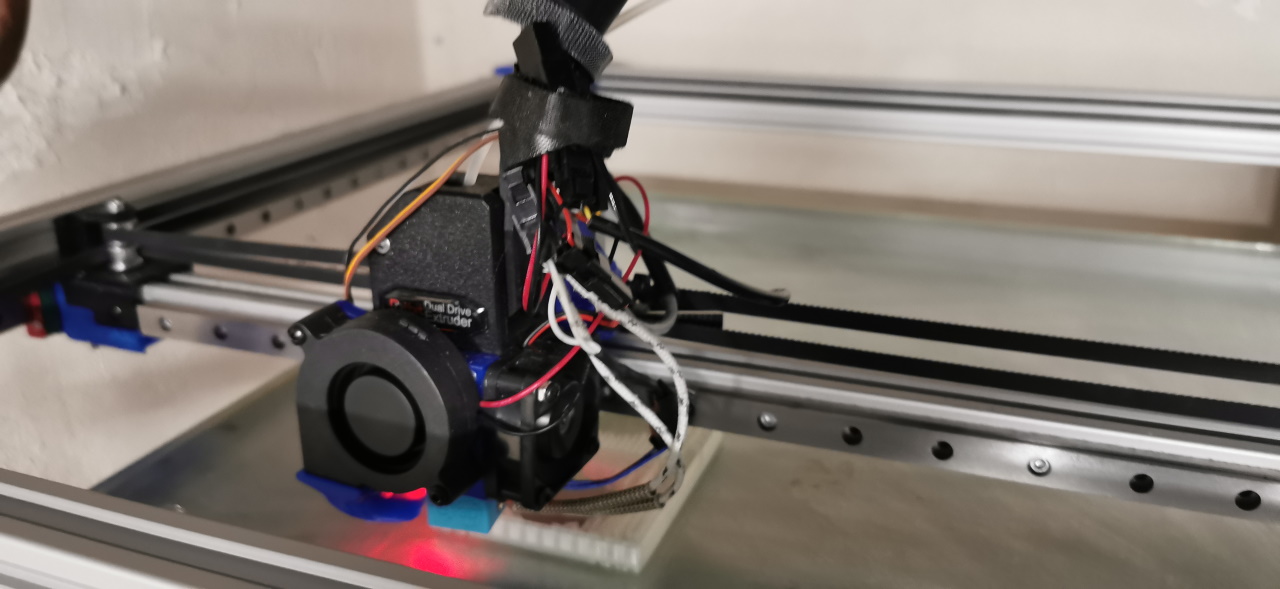
Sen var det ju bara att montera den på skrivaren, plocka dit alla delar som ska fast, böja lite alurör till luftkanaler och testprinta..
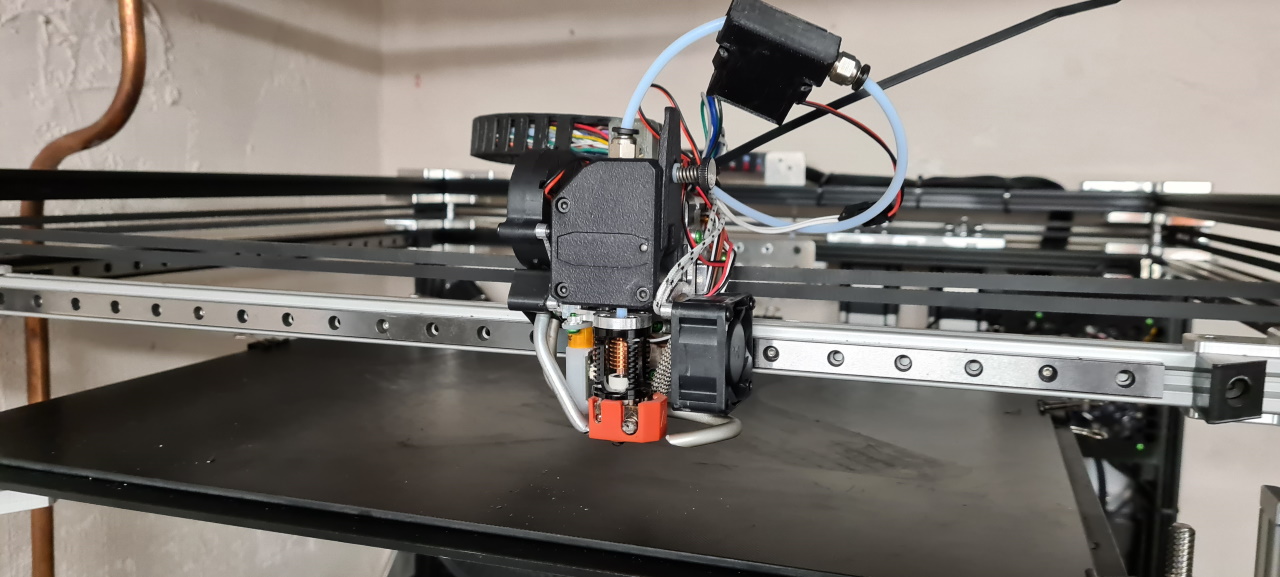
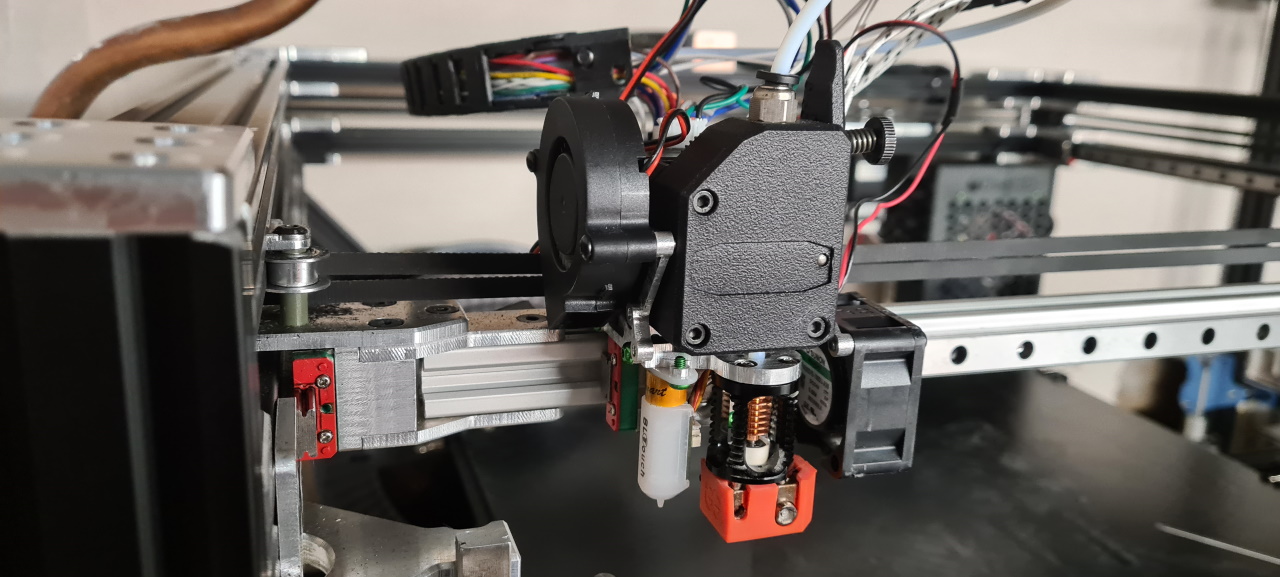
Nu går det att spänna remmarna ordentligt. Inga missljud. Den klarar ordentligt med acceleration och fart och första lagret blir likadant hela tiden då skrivhuvudet inte flexar märkbart i någon riktning.
Supernöjd med uppgraderingen, nu börjar nog den här skrivaren vara så färdig de någonsin kommer att bli. =)